страница 1
Министерство образования и науки Республики Казахстан
Павлодарский государственный университет им. С. Торайгырова
Факультет металлургии, машиностроения и транспорта
Кафедра машиностроения и стандартизации
УСТРОЙСТВО
И ЭКСПЛУАТАЦИЯ МИКРОМЕТРИЧЕСКИХ ИНСТРУМЕНТОВ
методические указания к выполнению лабораторной работы по дисциплинам «Методы и средства измерения и контроля», «Стандартизация, сертификация и технические измерения», «Основы взаимозаменяемости», Метрология»
для студентов машиностроительных специальностей
(для внутривузовского пользования)
Павлодар
УДК 621: 531.714(07)
ББК 34.63-5я7 У82
Рекомендовано Учёным советом ПГУ им. С. Торайгырова
Рецензент:
кандидат технических наук, профессор Р.О. Олжабаев
магистр, старший преподаватель Е.К. Тастенов
Составители: А.Ж. Касенов
Ж.К. Мусина
Г.Т. Итыбаева
У82 Устройство и эксплуатация микрометрических инструментов: методические указания к выполнению лабораторной работы по дисциплинам «Стандартизация, сертификация и технические измерения», «Методы и средства измерения и контроля», «Основы взаимозаменяемости», «Метрология» для студентов машиностроительных специальностей (для внутривузовского пользования)/сост. А.Ж. Касенов, Ж.К. Мусина, Г.Т. Итыбаева – Павлодар, 2007. – 17с.
В методических указаниях с целью получения представления о микрометрических инструментах на основе эксплуатации и устройстве, и на конкретном примере, студентам предлагается дать заключение о годности детали с определением метрологических характеристик используемых микрометрических инструментов.
Лабораторная работа является составной частью общего цикла лабораторных работ предусмотренных по дисциплинам «Стандартизация, сертификация и технические измерения», «Методы и средства измерения и контроля», «Основы взаимозаменяемости», «Метрология».
УДК 621: 531.714(07)
ББК 34.63-5я7
© А.Ж. Касенов, Ж.К. Мусина, Г.Т. Итыбаева, 2007
© Павлодарский государственный университет им. С. Торайгырова, 2007
Введение
Микрометрические инструменты находят широкое применение в машиностроении в процессе изготовления и контроля детали с точностью 0,01мм. Погрешность контроля изготовления детали во многом зависит от степени износа и метрологических показателей микрометрических инструментов. Поэтому необходимо знать и уметь производить настройку и регулировку микрометрических инструментов для точности измерений.
В лабораторной работе ставиться цель ознакомить студентов с назначением, устройством, применением, настройкой, регулировкой и разнообразием микрометрических инструментов.
В лабораторной работе студентам необходимо дать заключение о годности детали и определить метрологические показатели применяемых при измерении размеров детали микрометрических инструментов.
1 Цель и задачи лабораторной работы
1.1 Цель лабораторной работы – получить представление о микрометрических инструментах на основе их эксплуатации и устройстве и на конкретном примере, студентам предлагается дать заключение о годности детали с определением метрологических показателей, используемых микрометрических инструментов.
1.2 Задачи лабораторной работы:
- изучить настоящее методическое указание;
- используя приведенные в методическом указании формулы определить метрологические показатели микрометрических инструментов;
- для заданной детали начертить эскиз с указанием на нём размеров, подлежащих измерениям, а также расшифровать символические обозначения допусков;
- составить отчет.
2 Основные положения
К микрометрическим измерительным инструментам относятся: микрометры для наружных измерений; микрометры для внутренних измерений – штихмассы и микрометрические глубиномеры. У всех этих инструментов в качестве измерителя служит микрометрическая головка.
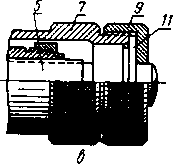
Микрометрические головки наиболее распространенных конструкций показаны на рисунке 1. У всех головок правый конец стебля 2 заканчивается разрезной втулкой с внутренней цилиндрической и наружной конической резьбой. Во внутреннюю резьбу стебля ввинчивается микровинт 4, левая гладкая часть которого входит в такое же гладкое отверстие в стебле, чем и обеспечивается точное направление микровинта. Микровинт имеет слева измерительную плоскость, а справа – фасонный цилиндрический или конический хвостовик 5, на который надевается барабан 5, соединяемый с микровинтом установочным колпачком 7 или коническим разрезным кольцом 9, закрепляемым по движной гайкой 10. На скошенной кромке барабана по всей ее окружности нанесены деления. Установочный колпачок выполнен за одно целое с трещоточным устройством 15. При вращении головки 13 крутящий момент передается микровинту, но как только измерительное усилие на конце микровинта превысит усилие, которое может обеспечить сила сопротивления пружины, так сейчас же зуб 12 начнет проскальзывать относительно зубчатой дорожки головки 13, и она будет вращаться вхолостую. На наружную коническую резьбу стебля навинчивается коническая гайка 6, с помощью которой можно стягивать внутреннюю резьбу втулки и тем самым регулировать возникающий в процессе износа резьбы осевой люфт микровинта относительно гайки.
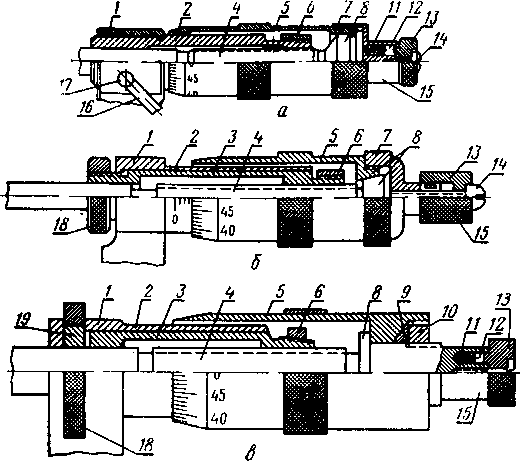
1 — скоба; 2 — стебель; 3 — втулка; 4 — микровинт; 5 — барабан; 6 — регулировочная гайка; 7 — соединительный колпачок; 8 — хвостовик; 9 — коническое разрезное кольцо; 10 — поджимная гайка; 11 — пружина трещоточного устройства; 12 — зуб трещоточного устройства; 13 — головка трещоточного устройства; 14 — винт; 15 — трещоточное устройство; 16 — рычаг стопора; 17 — ось стопора; 18 — кольцо стопора; 19 — пружинящее разрезное кольцо.
Рисунок 1 – Микрометрические головки
Стопорное устройство микрометрической головки, представленной на рисунке 1, а, выполнено в виде эксцентрической оси 17, соединенной с рычагом 16. Если поворачивать рычаг влево до отказа, то микровинт будет прижиматься к корпусу стебля. На рисунке 1, б, стопорное устройство выполнено в виде кольца 18, которое навинчивается на левый конец разрезной конической втулки. В микрометрической головке, показанной на рисунке 1,в, крепление барабана 5 к микровинту осуществляется путем поджатия заплечиков барабана к цилиндрическому хвостовику микровинта 8 через разрезную коническую шайбу 9 с помощью гайки 10. Наружное кольцо 18 стопорного приспособления вставлено в корпус скобы. Если поворачивать это кольцо по часовой стрелке, то его косой срез будет прижимать ролик к пружинящему хвостовику, отчего внутреннее разрезное кольцо 19 сожмется и застопорит микровинт.
Точность отсчета всех микрометрических головок 0,01мм.
Микрометры для наружных измерений. Любой микрометр имеет скобу 1 (рисунок 2), на левом конце которой запрессована жесткая пятка 2 или, если пределы измерения больше 300мм, сменные удлиненные пятки (рисунок 3). Установку пяток ведут с помощью калибра. На правом конце скобы смонтирована микрометрическая головка 6 (рисунок 2), состоящая из стебля 5, барабана и подвижной пятки 4, связанной с микровинтом. Барабан соединен с установочным колпачком 7 и трещоточным устройством 8. Для фиксирования полученного при измерении размера микровинт стопорится рычажком тормозного приспособления 9.
При измерении объект вводят между пятками микрометра и, вращая барабан за головку трещоточного устройства 5, подводят подвижную пятку 4 до соприкосновения с ним. После того как головка трещоточного устройства начнет проворачиваться, отсчитывают показания. Микрометры имеют пределы измерения от 0 до 600мм с интервалом через 25мм (до 300мм) и с интервалом 100мм (после 300мм).
Перед измерениями микрометр необходимо проверить на совпадение нулевых штрихов на стебле и барабане. Если нулевые штрихи не совпадают, то микрометр иеобходимо настроить. Настройку микрометра ведут в следующем порядке.
Поворачивают стопорный рычаг 16 (рисунок 1,а) или стопорное кольцо 18 (рисунок 1,б и в) и освобождают (расстопоривают) микровинт.
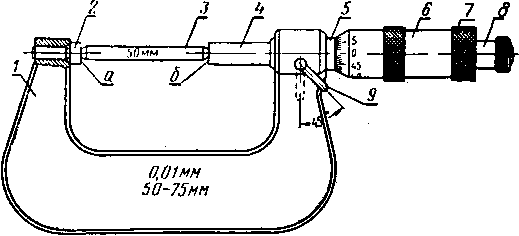
1 — скоба; 2 — жесткая пятка; 3 — калибр (концевая мера) для установки микрометра на нуль; 4 — подвижная пятка (микровинт); 5 — стебель; 6 — микрометрическая головка; 7 — установочный колпачок; 8 — трещоточное устройство; 9 — тормозное приспособление.
Рисунок 2 – Микрометр для наружных измерений
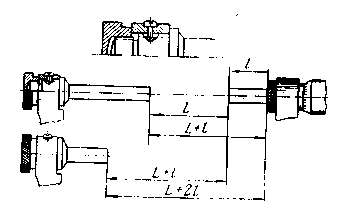
Рисунок 3 – Крепление пяток
Создают зазор в 1мм между пятками 2 и 4 (рисунок 2) или если между пятками вставлена концевая мера 3 (рисунок 2), между торцом концевой меры и пяткой 4.
Вращают барабан за головку трещоточного устройства 5, доводя пятки 2 и 4 до соприкосновения. Момент соприкосновения обнаруживается по характерному звуку трещоточного устройства. В этом положении проверяют совпадение нулевого штриха на барабане с нулевым штрихом на стебле 5. Если нулевые штрихи совпадают, микрометр готов к работе, если же нет, то необходима его настройка. В этом случае проводят следующие операции.
С помощью рычага тормозного приспособления 9 (рисунок 2) или кольца 18 (рисунок 1) стопорят микровинт.
В этом положении отъединяют барабан 6 (рисунок 2) от микровинта пятки 4. Для этого, придерживая барабан левой рукой, правой рукой ослабляют соединительный колпачок 7. В результате этого барабан может свободно вращаться вокруг стебля и его можно установить на нуль.
Установив барабан на нуль, осторожно завертывают (наживляют) соединительный колпачок 7.
Освободив стопор и отъединив измерительные пятки друг от друга или от установочного калибра, закрепляют соединительный колпачок окончательно. После этого еще раз повторяют первые три операции для проверки установки.
Микрометрические нутромеры (штихмассы) применяют для измерений диаметров отверстий или внутренних размеров более 50мм. Микрометрический нутромер состоит из головки (рисунок 4, а) и удлинителей (рисунок 4, б). В головку входят собственно микрометрический винт 5, стебель 3 с нарезным левым концом, на который навинчиваются удлинители или предохранительная гайка 2, сферические наконечники 1 и 10, которые соприкасаются со стенками измеряемого объекта, стопорный винт 4, барабан 7 и установочный колпачок 9. Наименыпий размер микрометрического нутромера будет тогда, когда нулевое деление шкалы барабана 7 совпадает с начальным штрихом продольной шкалы на стебле 3.
В большинстве нутромеров наименьший размер – 75мм и более. Наибольший же размер зависит от числа удлинителей, соединенных с головкой, и их размеров. Для уменьшения погрешности при измерениях необходимо использовать не более 3 – 4 удлинителей. Чтобы соединить удлинитель с микрометрической головкой, необходимо отвернуть предохранительную гайку 2, а вместо нее навернуть правый конец удлинителя. При навертывании измерительный наконечник 1, нажимая на правый конец удлинителя 15 (рисунок 4, б), заставляет выйти наружу его левый измерительный конец. При развинчивании головки стальной стержень (штихмасс) под воздействием пружины 12 снова скрывается в металлическую трубку 14. На свободный конец удлинителя с резьбой может быть навинчен другой удлинитель и т. д. На свободный конец последнего удлинителя навинчивают предохранительную гайку.
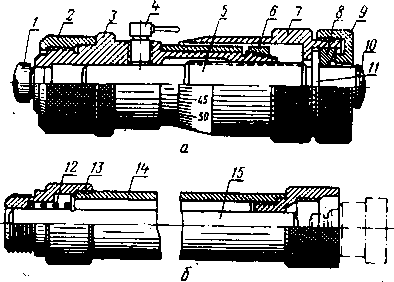 
1 – сферические наконечник 9 – установочный колпачок
2 – предохранительная гайка 10 – сферические наконечник
3 – стебель 11 – буртик
4 – стопорный винт 12 – пружина
5 – микровинт 13 – предохранительная головка
6 – регулировочная гайка 14 – предохранительная трубка
7 – барабан 15 – удлинитель
8 – разрезное кольцо
Рисунок 4 – Микрометрический нутромер
В процессе измерений нутромер вводят в отверстие и один конец его упирают в поверхность измеряемого объекта, а другой, вращая барабан, приводят в соприкосновение с противоположной поверхностью. Покачивая нутромер сначала в осевом, а потом в диаметральном направлениях, находят наименьший и наибольший размеры. Зафиксировав размер с помощью стопора и вынув нутромер из отверстия, производят отсчет. При использовании удлинителей необходимо навертывать их на головку, начиная с больших размеров, так как другая последовательность установки удлинителей приводит к увеличению погрешности измерений.
Нулевую установку головки нутромера проверяют концевыми мерами или специальной скобой, приложенной к нутромеру.
Проверку и настройку штихмасса ведут в следующем порядке.
Вводят в скобу микрометрическую головку с надетой на нее предохранительной гайкой 2.
Отстопорив микровинт 4 и придерживая левой рукой микрометрическую головку в скобе, правой рукой поворачивают барабан 7 до тех пор, пока наконечники 1 и 10 не соприкоснутся с боко-выми стенками скобы. В этом положении стопорят микровинт.
Вынимают микрометрическую головку и, придерживая левой рукой барабан 7, правой рукой ослабляют колпачок 9. В этом положении барабан легко поворачивается вокруг стебля 3 и может быть установлен так, чтобы его нулевой штрих совпадал с нулевым штрихом стебля.
Легко затягивают колпачок 9, отстопоривают его и затягивают окончательно. Головка настроена и готова к работе.
Микрометрический глубиномер (рисунок 5) служит для измерения глубины отверстий, уступов, выточек и т. д. У глубиномеров со стеблем соединена не скоба, как у микрометров, а основание (траверса) 1. Кроме того, в отличие от микрометров нуль основной шкалы микрометрической головки глубиномеров расположен не слева, а справа. В остальном головка глубиномера сходна с головкой микрометра. В нижнем конце микровинта сделано отверстие 10, в которое может быть введен цилиндрический стержень 11 необходимой длины. Длина стержня зависит от измеряемого размера. На конце каждого цилиндрического стержня имеется пружинящее устройство, обеспечивающее достаточную связь стержня с микровинтом. Сменные стержни могут быть четырех размеров: 0-25; 25-50; 50-75; 75-100мм.
Проверку и настройку микрометрического глубиномера ведут в следующем порядке.
Вывертывают барабан 5 микрометрической головки настолько, чтобы конец измерительного стержня скрылся в отверстии траверсы.
Устанавливают траверсу на поверочную плиту и, прижимая ее левой рукой, вращают правой рукой головку трещоточного устройства 8 до появления щелчков. В этом положении микровинт 3 фиксируют с помощью стопорного винта 9.
Придерживая левой рукой барабан 5, ослабляют правой рукой колпачок 7. В этом положении барабан легко поворачивается вокруг стебля и может быть установлен так, что его нулевой штрих совпадет с нулевым штрихом стебля.
Завертывают колпачок 7 и расстопоривают микровинт. Прибор готов к работе.
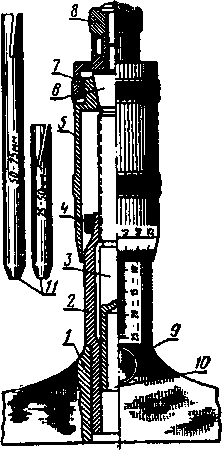
1 – основание (траверса)
2 – стебель
3 – микровинт
4 – регулировочная гайка
5 – барабан
6 – хвостовик винта
7 – установочный колпачок
8 – трещоточное устройство
9 – стопорный винт
10 – отверстие для установки стержня
11 – стержни
Рисунок 5 – Микрометрический глубиномер
3 Порядок выполнения работы
Исходными данными при проведении измерений микрометрическими инструментами служат размеры, каждый из которых предназначен только для использования какого-либо одного прибора.
3.1 Изучить конструкцию, регулирование и настройку микрометрических инструментов.
3.2 Дать эскиз детали, указав на нем заданные размеры.
3.3 Расшифровать символические обозначения допусков по всем заданным размерам.
3.4 Определить для всех инструментов следующие метрологические показатели:
а) пределы измерения;
б) цену деления на стебле микрометрической головки в мм;
в) цену деления на барабане в мм. Цену деления на барабане находят по формуле
e=t/n (1)
где t – шаг резьбы микровинта
п – число делений на барабане;
г) возможную предельную погрешность Δlim инструмента в пределах его использования (см. приложение A).
3.5 Проверить и настроить все инструменты.
3.6 Произвести измерения всех заданных размеров с учетом возможностей инструмента. Измеренный размер записать с учетом предельной погрешности
Dвоз=Dпр±ΔΣ(изм) (2)
где Dвоз – возможный размер с учетом погрешности измерения
Dпр – размер, установленный по показаниям прибора
ΔΣ(изм) – предельная погрешность прибора для полученного размера.
3.7 Дать заключение о годности изделия (укладывается ли полученный размер в допуске).
4 Содержание отчета
4.1 Цель работы
4.2 Эскиз детали с указанием на нём размеров, подлежащих измерениям и символическая расшифровка обозначений допусков
4.3 Метрологические показатели, применяемых микрометрических инструментов
4.4 Заключение о годности детали
5 Меры безопасности
5.1 Запрещается производить действия, которые могут привести к травмам, бесцельное вращение винтов, нониусов и т.д.
5.2 Осторожно прикасаться к острым краям детали, в случае пореза обратиться к преподавателю.
5.3 Запрещается применять штангенинструмент не по назначению.
Контрольные вопросы
1 Разновидности, устройство и назначение микрометрических инструментов
2 Метрологические показатели микрометрических инструментов
3 Регулирование и настройка микрометрических инструментов
4 Предельная погрешность микрометрических инструментов
5 По указанию преподавателя расшифровать символическое обозначение допусков
Литература
1 Иванов А.И., Полещенко П.В. Практикум по взаимозаменяемости, стандартизации и техническим измерениям. М.: Колос, 1977. – 224с.
2 А.И. Якушев и др. Взаимозаменяемость, стандартизация и технические измерения: Учебник - 5-е изд., М.: Машиностроение, 1987. - 344с.
3 Допуски и посадки. Справочник в 2-х томах. /Под редакцией В.Д. Мягкова, 6-е изд. -Л.: Машиностроение, 1982. - 986с.
Приложение А
(справочное)
Предельные погрешности средств измерения линейных величин (±Δlim)
Наименвание измерительного средства
|
Вид
контакта
|
Интервалы размеров, мм
|
0
25
|
25
50
|
50
75
|
75
100
|
100
125
|
125
150
|
150
175
|
175
200
|
200
225
|
225
250
|
250
275
|
275
300
|
300
400
|
400
500
|
Цена деления, мм
|
0,002
|
0,005
|
0,01
|
Микрометры рычажные
находятся на руках
|
Все виды
|
4,5
|
6
|
9
|
11
|
14
|
15
|
18
|
21
|
25
|
30
|
40
|
50
|
40
|
60
|
н аходятся в стойке аходятся в стойке
|
плоск.
|
3
|
4
|
5
|
5
|
6
|
6
|
6,5
|
7
|
7
|
7
|
8,5
|
10
|
10
|
11
|
точеч.
|
4,5
|
5
|
5,5
|
6
|
7
|
7
|
7
|
7,5
|
7,5
|
8
|
9
|
10
|
10
|
11,5
|
|
|
Значение, Δlim, мкм
|
|
Глубиномеры микрометрические
при абсолютном методе
|
|
6
|
21
|
21
|
22
|
при относит. методе
|
|
6
|
6
|
6,5
|
8
|
|
Перемещение стержня
|
Средства установки
|
Класс шерохов. пов. детали
|
Интервалы размеров, мм
|
6-18
|
18-50
|
50-120
|
120-260
|
260-500
|
Значение, Δlim, мкм
|
Нутромер микрометрический с ценой деления 0,01мм
|
-
|
по установочной мере
|
5
|
-
|
-
|
15
|
20
|
27
|
Н
утромер индикаторный с ценой деления 0,01мм
|
весь расход
|
концевые меры 4-го класса
|
9
7
5
|
10
11
13
|
12
14
17
|
16
18
22
|
18
20
25
|
23
24
27
|
Содержание
-
|
Введение…………………………………………………….
|
3
|
1
|
Цели и задачи лабораторной работы………………………
|
4
|
1.1
|
Цель лабораторной работы…………………………………
|
4
|
1.2
|
Задачи лабораторной работы………………………………
|
4
|
2
|
Основные положения………………………………………..
|
4
|
3
|
Порядок проведения работы………………………………..
|
11
|
4
|
Содержание отчета………………………………………….
|
12
|
5
|
Меры безопасности………………………………………….
|
12
|
|
Контрольные вопросы………………………………………
|
13
|
|
Литература……………………………………………………
|
14
|
|
Приложение А………………………………………………..
|
15
|
УТВЕРЖДАЮ
Проректор по УР
ПГУ им. С. Торайгырова
__________Н.Э. Пфейфер
(личная подпись)
«____»____________2007г.
Составители: старший преподаватель А.Ж. Касенов __________
старший преподаватель Ж.К. Мусина __________
старший преподаватель Г.Т. Итыбаева __________
Кафедра машиностроения и стандартизации
Утверждено на заседании кафедры «____»______2007г. Протокол №_____
Заведующий кафедрой _________________ И.А. Шумейко
Одобрено методическим советом факультета металлургии, машиностроения и транспорта «____»_________2007г. Протокол №_____
Председатель МС _____________________Ж.Е. Ахметов
СОГЛАСОВАНО
Декан факультета _____________Т.Т. Токтаганов «___»_______2007г.
Нормоконтролер ОМК _________ Г.С. Баяхметова «___»______2007г.
ОДОБРЕНО ОПиМО
Начальник ОПиМО _____________ Л.Т. Головерина «___»______2007г.
Рецензия
на методическое указание к лабораторной работе «Устройство и эксплуатация микрометрических инструментов» по дисциплинам «Метрология», «Основы взаимозаменяемости», «Стандартизация, сертификация и технические измерения», «Методы и средства измерения и контроля».
В методическом указании представлены устройства, назначение и применение микрометрических инструментов – микрометров, микрометрического глубиномера и микрометрических нутромеров, а также их регулирование и настройка. По каждому описанному инструменту представлены рисунки с пояснительным текстом. По приведённым теоретическим положениям студент приобретает навыки чтения чертежа детали, правильного выбора методов измерения и применения измерительных инструментов.
Методические указания разработаны в соответствии с общими требованиями к оформлению и изданию в научно-издательском центре ПГУ им. С. Торайгырова согласно МИ ПГУ 4.02.1-05.
Методическое указание разработано в помощь студентам для полного и наглядного освоения лекционного материала на практике.
Учитывая практическую значимость данной лабораторной работы «Устройство и эксплуатация микрометрических инструментов» для студентов машиностроительных специальностей рекомендовать к изданию в НИЦ ПГУ им. С. Торайгырова.
Магистр, старший преподаватель Е.К. Тастенов
Рецензия
на методические указания к лабораторной работе «Устройство и эксплуатация микрометрических инструментов» по дисциплинам «Метрология», «Основы взаимозаменяемости», «Стандартизация, сертификация и технические измерения», «Методы и средства измерения и контроля».
Методические указания составлены с целью получения представления о микрометрических инструментах. В процессе выполнения лабораторной работы на конкретной детали студентам предлагается дать заключение о годности детали с определением метрологических показателей используемых микрометрических инструментов. При заключении о годности детали, учитывается предельная погрешность микрометрических инструментов, что дает полную картину при измерении размеров детали.
Лабораторная работа предусмотрена для дальнейшего освоения теоретического материала по дисциплинам «Стандартизация, сертификация и технические измерения», «Методы и средства измерения и контроля», «Основы взаимозаменяемости», «Метрология».
Учитывая практическую значимость данной лабораторной работы «Устройство и эксплуатация микрометрических инструментов» для студентов машиностроительных специальностей, рекомендовать к изданию в НИЦ ПГУ им. С. Торайгырова.
Кандидат технических наук, профессор Р.О. Олжабаев
страница 1
|