страница 1
Министерство образования и науки Республики Казахстан
Павлодарский государственный университет
им. С. Торайгырова
Факультет машиностроения, металлургии и транспорта
Кафедра машиностроения и стандартизации
СОСТАВЛЕНИЕ КИНЕМАТИЧЕСКОЙ СТРУКТУРЫ СТАНКА И ЕГО КОМПОНОВКИ
Методические указания к выполнению практической работы № 3 по дисциплине «Металлорежущие станки» для студентов специальности 050712 – Машиностроение и 050732 – Стандартизация, метрология и сертификация (для внутривузовского пользования)
Павлодар
Кереку
2009
УДК 621.9(07)
ББК 63-5я7
К41
Рекомендовано к изданию заседанием кафедры машиностроения и стандартизации, факультета машиностроения, металлургии и транспорта Павлодарского государственного университета
им. С. Торайгырова
Рецензент:
Дудак Н.С. – кандидат технических наук, профессор Павлодарского государственного университета им. С. Торайгырова
Шумейко И.А.
К41 Составление кинематической структуры станка и его компоновки: методические указания к практической работе № 3 по дисциплине «Металлорежущие станки» для студентов специальности 050712 – Машиностроение / сост. : И.А.Шумейко – Павлодар : Кереку, 2009. – 20 с.
В методических указаниях изложен принципиальный подход по построению структурной схемы станка. Данная работа является третьей в цикле работ по овладению системным подходом к изучению дисциплины «Металлорежущие станки».
Методические указания рекомендуются студентам машиностроительных специальностей вузов.
УДК 621.9(07)
ББК 63-5я7
© Шумейко И.А. 2009
© ПГУ им. С. Торайгырова, 2009
За достоверность материалов, грамматические и орфографические ошибки ответственность несут авторы и составители
Введение
Данная работа является продолжением цикла практических работ посвященных построению системного подхода к изучению металлорежущих станков на основе принципа получения поверхностей, формированию исполнительных движений, построению структуры станков и расчета и настройки параметров движений. В частности, в настоящей работе по заданному варианту на основе определенной в предыдущей работе структуры станка, студентам предлагается выполнить построение структурной схемы станка, выполнить описание кинематических групп и построение компоновки станка с определением формулы компоновки. На основе выполненной структурной схемы станка в данной работе будет поставлена задача произвести расчеты параметров движений.
Практическая работа является составной частью в цикле работ посвященных овладению системным подходом к изучению дисциплины металлорежущие станки.
1 Цели и задачи практической работы
1.1 Цель практической работы – на основе выявленных формообразующих движений и записи структуры станка приобрести навыки построения предполагаемой структуры с учетом всех исполнительных движений и навыки построения компоновки станка.
Реализация поставленной цели позволит обеспечить понимание последующего анализа кинематической структуры станка с выполнением необходимых расчетов параметров движений и их настройки.
1.2 Задачи практической работы:
– изучить настоящее методическое указание;
– согласно варианту задания определить количество и вид формообразующих движений, движений деления, врезания и вспомогательных, определить структуру станка (использовать решение задачи практической работы № 2);
– выполнить нанесение кинематических групп создающих движения скорости резания, подачи, а при необходимости движений деления, врезания и вспомогательных движений;
– выполнить построение компоновки станка с определением формулы компоновки.
2 Теоретическая часть
2.1 Порядок построения кинематической структуры станка
Структурная схема станка в сфере эксплуатации станочного оборудования разрабатывается с целью возможности четкого представления о кинематических связях рассматриваемого станка и последующей возможности расчета и настройки параметров исполнительных движений на обработку конкретной поверхности (поверхностей) с обеспечением требований, предъявляемых к точности изготовления детали.
На основе знаний методов получения производящих линий определяется количество и вид формообразующих движений и записывается структура станка. Дальнейшая задача заключается в построении кинематической структуры станка с учетом выбранных или предполагаемых способов соединения кинематических групп. Выполнение построения структуры станка может преследовать не только цель выявления взаимосвязей в кинематических цепях станка с последующим расчетом параметров движения и их настройки, но и последующую разработку кинематической схемы при проектировании
нового металлорежущего станка. Прежде всего необходимо принять условные обозначения, используемые в структурных схемах:
_ _ _ _ _ _ _ _ _ _ _ _ _
|
кинематические связи
|

|
источник движения в виде электродвигателя
|
|
орган настройки устанавливаемый во внутренней или внешней связи (стрелка внутри символа указывает направление движения от ведущего звена к ведомому). Примечание: Если орган настройки располагается во внутренней связи (настройка на траекторию) его обозначают символом ix, iу, iz, если во внешней связи (настройка на скорость резания или скорость подачи) – iv или is
|
|
реверсивное устройство (может быть как во внутренней, так и во внешней связи)
|
Рекомендуется придерживаться следующего порядка при построении структуры станка.
На основе поставленной задачи по обработке заданной поверхности наносится схема обработки (деталь – инструмент). Выявляются формообразующие и другие исполнительные движения и на схему обработки наносятся элементарные движения.
Вначале выполняется построение кинематической группы создающей движение скорости резания. Наносятся внутренняя связь и источник движения. Затем наносится кинематическая группа создающая движение подачи. Следует иметь в виду, что кинематических групп, создающих движение подачи, могут быть одна, две или движение подачи может вообще отсутствовать (например, в протяжных станках). Выбирается способ соединения кинематических групп, наносятся органы настройки во внутренние и внешние связи, реверсивные устройства (если они предусмотрены).
После завершения построения структуры формообразующей части станка при необходимости наносятся кинематические группы или механизмы, обеспечивающие движения деления, врезания, вспомогательные движения. На этом задачу по построению структуры станка можно считать законченной.
В качестве примера рассмотрим построение структуры токарно-винторезного станка при точении цилиндрической поверхности.
Цилиндрическую поверхность образуют две производящие линии: окружность и прямая. Окружность (образующая производящая линия) получается методом следа реализуемого движением скорости резания Фv(В1), где В1 – вращение шпинделя с заготовкой. Прямая линия (направляющая производящая линия) получается также методом следа, реализуемого движением подачи ФS(П2) – перемещение суппорта с резцом. Таким образом, кинематическая структура станка Э22, т.е. элементарная, состоит из двух групп, обе простые, как создающие одноэлементарные исполнительные движения.
Наносим схему обработки и элементарные движения В1 и П2 (рисунок 1).
Рисунок 1 – Кинематическая структура токарно-винторезного станка при точении
На схеме условно показывается закрепление детали (в центрах станка) и резца в резцедержателе суппорта с учетом обеспечения последующего движения врезания (поперечное перемещение). Далее наносится внутренняя связь 1 – 2 (шпиндель – опоры шпиндельной
бабки) кинематической группы, создающей движение скорости резания Фv(В1), внешняя связь с органом настройки iv и источник движения – электродвигатель М. Внешняя связь, как правило, содержит реверсивное устройство Р2.
Внутренняя связь кинематической группы, создающей движение подачи ФS(П2), представляет собой кинематическую пару скольжения 3 – 4 (суппорт – направляющие станины). В качестве источника движения может быть взят второй электродвигатель (как это имеет место на некоторых токарных полуавтоматах), но традиционно на токарно-винторезных станках кинематическая группа, обеспечивающая перемещение суппорта, заимствует движение от шпинделя (источник движения – шпиндель). Конечным звеном, обеспечивающим перемещение суппорта при точении, является передача шестерня – рейка, преобразующая вращательное движение через ходовой вал и червячную передачу в поступательное. Внешней связью рассматриваемой кинематической группы является связь 5 – 6 включая червячную и реечную передачи. Органом настройки является коробка подач iS. в цепи 5 – 6 применяется реверсивное устройство Р1.
Примечание: При нарезании резьбы на токарно-винторезном станке используется ходовой винт, обеспечивающий точное перемещение суппорта на каждый оборот шпинделя, а внешняя связь 5 – 6 в этом случае является внутренней связью соответствующей кинематической группы (ходовой винт на рисунке не показан).
На станке имеет место движение врезания Вр(П3) – поперечное перемещение каретки суппорта с резцом, обеспечивающее установку вершины резца в заданное положение на расстояние радиуса детали R от оси центров станка (рисунок 1).
Движение деления на токарно-винторезном станке при точении не имеет место. К вспомогательным движениям в рассматриваемом примере можно отнести подвод и отвод суппорта с резцом, установку и снятие детали, подвод и отвод задней бабки и др.
2.2 Формирование компоновки станка
На основе принятой кинематической структуры станка разрабатывается компоновка станка как один из этапов его проектирования. В данном случае речь идет о необходимости четкого представления о компоновке станка с целью возможности выполнения настройки и наладки станка по результатам кинематического анализа и расчета параметров.
Компоновка станка – это система расположения узлов и направляющих станка, характеризующаяся структурой, пропорциями и свойствами.
Компоновку, раскрывающую состав и порядок сочетания координатных движений в станке, называют координатной.
Компоновка металлорежущего станка обеспечивает выполнение всех элементарных движений формообразования и предусматривает возможность осуществления ряда дополнительных движений: врезания, установочных, деления, вспомогательных и других.
Компоновка металлорежущего станка имеет блочную структуру и состоит из одного стационарного и нескольких подвижных блоков, разделенных линейными или круговыми направляющими. Каждый подвижный блок выполняет определенное координатное движение. Число направляющих равно числу элементарных движений, предусмотренных кинематической структурой станка, или меньше его.
Станок, будучи составной частью замкнутой технологической системы, является системой разомкнутой. Блоки, несущие заготовку и инструмент, в компоновке станка всегда являются крайними. Эти блоки осуществляют относительное движение заготовки и инструмента, соответствующее принятому способу образования.
Структурная формула компоновки – это определенная последовательность символов, обозначающих блоки компоновки, раскрывающая координатную принадлежность и способ сопряжения блоков. В структурных формулах используют систему обозначения осей координат и координатных движений, предназначенную для металлорежущих станков с программным управлением (рисунок 2).
Рисунок 2 – Обозначение координатных осей и движений
Ось Z всегда совмещается с осью вращения шпинделя. За положительное направление оси Z принимается направление от узла крепления заготовки к узлу крепления инструмента. Это правило является основным при выборе положительного направления и соответствует перемещению инструмента. Если же на станке перемещается заготовка, то положительным направлением будет направление Z´, противоположное Z (аналогично по другим осям). Таким образом, перемещение узла на увеличение размера является положительным направлением. Ось Х – всегда располагается горизонтально. Если ось Z вертикальная, то положительное направление оси Х будет вправо, если смотреть с лицевой стороны станка в сторону тыльной (рисунок 3).

Рисунок 3 – Положительные направления осей для станка с вертикальной осью вращения шпинделя
Рисунок 4 – Положительные направления осей для станка с горизонтальной осью вращения
Если ось Z горизонтальная, то положительное направление оси Х будет вправо, если смотреть в направлении от шпинделя к заготовке. Положение оси Y определяется по расположению двух других осей. Х и Y независимо от расположения оси шпинделя обозначают наиболее распространенную плоскостную обработку заготовки. Поступательное движение инструмента вдоль осей координат обозначают так же, как и соответствующие оси. Дополнительные движения (вторичные), параллельные осям Х, Y и Z (рисунок 2), обозначают соответственно U, V, W (u, v, w). Третичные движения, параллельные осям Х, Y и Z, обозначают соответственно P, Q, R (p, q, r). Вращательные движения вокруг осей обозначают соответственно буквами А, В, С (а, в, с). Вращение шпинделя обозначают буквой С, причем для вертикального исполнения шпинделя − буквой Сv, для горизонтального − Сh. Стационарный блок обозначают буквенным символом О.
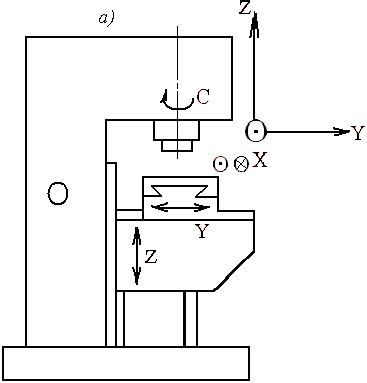
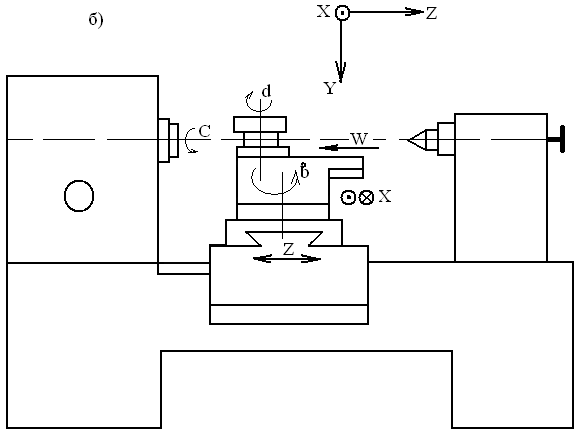
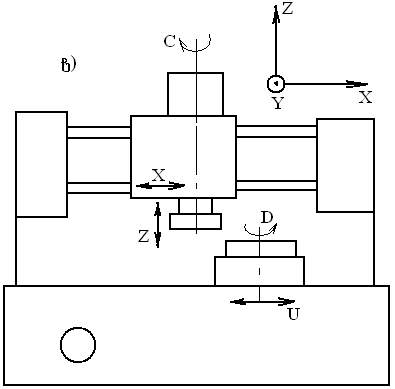
Структурная формула записывается, начиная с узла несущего заготовку и кончая узлом, несущего режущий инструмент. На рисунке 5 показаны наиболее широко распространенные компоновки металлорежущих станков.
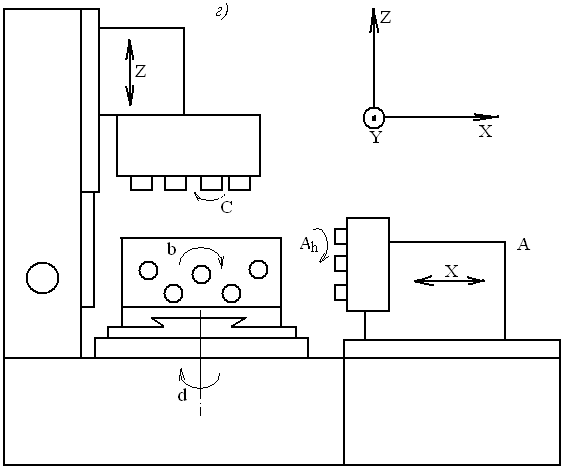
Компоновке вертикального консольно-фрезерного станка (рисунок 5,а) соответствует структурная формула ХYZОСv, в которую входят обозначения последовательно сопряженных блоков: стола Х, салазок Y, консоли Z, станины О и вертикального шпинделя Сv. В формуле СОZХвwd компоновки токарного станка (рисунок 5,б) строчными буквами обозначены установочные блоки: поворотные салазки суппорта (в), верхняя каретка суппорта (w) и поворотный резцедержатель (d). В формуле DvuOX компоновки зубодолбежного станка (рисунок 5,в) в виде дроби записаны штоссель (шпиндель долбяка), совершающий вращательное Сv и поступательное движения. В формуле агрегатного сверлильного станка (рисунок 5, г) с поворотным столом, вертикальной и двумя горизонтальными многошпиндельными головками компоновки зубодолбежного станка (рисунок 5,в) в виде дроби записаны штоссель (шпиндель долбяка), совершающий вращательное Сv и поступательное движения. В формуле агрегатного сверлильного станка (рисунок 5, г) с поворотным столом, вертикальной и двумя горизонтальными многошпиндельными головками
dvOZ4Cv +dvOY5Bh +dvOX3An = dvO(Z4 Cv + Y5Bh + X3An)
цифры указывают на число параллельных шпинделей с одинаковым характером движений. Поворотный стол dv и стационарный блок О являются общими для всех головок, поэтому они вынесены за скобки.
Рисунок 5 – Примеры компоновок станков
3 Варианты заданий
Варианты заданий
|
№ варианта
|
Эскиз детали и другие исходные данные
|
Модель станка
|
1
1.1
1.2
1.3
|
Обрабатывается поверхность диаметром d1 = 50мм; квалитет точности – 9, ℓ1 = 500мм, ℓ3 = 200мм
Обрабатывается поверхность диаметром d1 = 50мм; квалитет точности – 7, ℓ1 = 500мм, ℓ3 = 200мм
Обрабатывается поверхность диаметром d2 на длине ℓ2;
d2 = 40мм, ℓ2 = 30мм, квалитет точности – 7
Примечание: ширина шлифовального круга больше ℓ2
|
16К20
3Е153
3Е153
|
2
2.1
2.2
2.3
|
Обрабатывается коническая поверхность длиной ℓ3;
d2 = 40мм, d3 = 50мм, ℓ3 = 50мм, ℓ1 = 350мм,
квалитет точности – 9
Обрабатываются поверхности диаметром d1, d2 (коническая поверхность) d3 на длине ℓ4: d1 = 30мм, d2 = 40мм, d3 = 50мм, ℓ1 = 220мм; ℓ2 = 30мм, ℓ3 = 50мм, ℓ4 = 100мм.
Квалитет точности – 9
Обрабатываются поверхности диаметром d1, d2 (коническая поверхность), d3 на длине ℓ4; d1 = 30мм, d2 = 40мм, d3 =50мм,
ℓ1 = 220мм; ℓ2 = 30мм, ℓ3 = 50мм, ℓ4 = 100мм
Квалитет точности – 8
|
16К20
1722
16К20Ф3
| |
3
3.1
3.2
3.3
3.4
|
d1 = 30мм, d2 = 24мм, ℓ3 = 100мм, ℓ1 = 170мм, ℓ2 = 30мм.
Резьба трапецеидальная, Тr 30х4(Р2) – 8е9h
шаг резьбы Р = 2мм, двухзаходная
d1 = 30мм, d2 = 24мм, ℓ3 = 100мм, ℓ2 = 30мм, ℓ1 = 170мм.
Резьба метрическая, М 24 – 8е8h (на диаметре d2)
Тr 30х4(Р2) – 6е7h, ℓ1 = 170мм, ℓ3 = 100мм, ℓ2 = 30мм.
d1 = 30мм, d2 = 24мм, ℓ1 = 170мм, ℓ2 = 30мм, ℓ3 = 100мм
Винтовая канавка для смазки на диаметре 30мм, шаг винтовой канавки Т = 1200мм, квалитет точности – 9
|
16К20
5Б63
5П822
6Н82 и делительная головка
|
4
4.1
4.2
|
ℓ1 = 70мм, d1 = 10мм, d2 = 6мм (М 1:1),
Квалитет точности – 8
ℓ1 = 70мм, d1 = 10мм, d2 = 6мм (М 1:1),
Квалитет точности – 8
|
1А12П
1А616Ф3
|
5
5.1
5.2
5.3
|
ℓ1 = 80мм, ℓ2 = 60мм, ℓ3 = 60мм, h1 = 40мм, h2 = 20мм
Фрезерование поверхности А,
h1 по 8-му квалитету точности
ℓ1 = 80мм, ℓ2 = 60мм, ℓ3 = 60мм, h1 = 40мм, h2 = 20мм
Фрезерование поверхности А, h1 по 8-му квалитету точности
ℓ1 = 80мм, ℓ2 = 60мм, ℓ3 = 60мм, h1 = 40мм, h2 = 20мм
Строгание поверхности А, h1 по 8-му квалитету точности
|
6Т80Ш
6Т10
7305
|
6
6.1
6.2
6.3
6.4
|
Зубчатое колесо
Прямозубое Z = 60, m = 3, степень точности – 8
Прямозубое Z = 60, m = 3, степень точности – 8
Косозубое Z = 60, m = 3, степень точности – 8
Прямозубое Z = 30, m = 5, степень точности – 6
Режущий инструмент – дисковый шлифовальный круг с периферийной частью, соответствующей профилю зуба производящей рейки
|
5А122Е
5Б310П
5Б310П
5Д833
|
7
7.1
7.2
7.3
|
ℓ1 = 400мм, ℓ2 = 360мм, ℓ3 = 280мм, h1 = 300мм,
h2 = 160мм, h3 = 20мм,
Фрезерование поверхности А, квалитет точности – 8
ℓ1 = 400мм, ℓ2 = 360мм, ℓ3 = 280мм, h1 = 300мм, h2 = 160мм,
h3 = 20мм,
Растачивание отверстий d1 = 60мм,
Вариант 1-ый: без поворота стола
Вариант 2-ой: с поворотом стола, квалитет точности – 7
ℓ1 = 400мм, ℓ2 = 360мм, ℓ3 = 280мм, h1 = 300мм, h2 = 160мм,
h3 = 20мм,
Подрезка торцов (плоскости А) с планшайбы: d1 = 60мм,
d2 = 90мм, квалитет точности 8
|
2Л614
2Л614
2Л614
|
8
8.1
8.2
8.3
|
Тонкое фрезерование поверхности А
ℓ1 = 200мм, ℓ2 = 150мм, ℓ3 = 75мм, b1 = 120мм, b2 = 100мм
h1 = 50мм, h2 = 20мм, h3 = 30мм, квалитет точности 7
Тонкое растачивание отверстий
d1 = 30мм, d2 = 50мм, ℓ1 = 200мм, ℓ2 = 150мм, ℓ3 = 75мм,
b1 = 120мм, b2 = 100мм, b3 = 60мм,
h1 = 50мм, h2 = 20мм, h3 = 30мм, квалитет точности 7
Шлифование отверстий d1 = 30мм, d2 = 50мм,
ℓ1 = 200мм, ℓ2 = 150мм, ℓ3 = 75мм,
b1 = 120мм, b2 = 100мм, b3 = 60мм,
h1 = 50мм, h2 = 20мм, h3 = 30мм, квалитет точности 6
|
2В430
2В430
Координатно-шлифо-вальный 3283
| |
9
9.1
9.2
|
Нарезать прямозубое коническое колесо: Z = 35, m = 2,
d = 25мм, b = 20мм, 2φ =600
Нарезать коническое зубчатое колесо с круговой формой зуба по длине: Z = 35, m = 2, d1 = 25мм, b = 20мм, 2φ =600
|
5236П
5С23П
| |
10
10.1
10.2
|
D = 100мм, D1 = 150мм, b1 = 50мм, b2 = 40мм,
Шлицевое отверстие 100х4х9Н (Z = 24, m = 4)
D = 100мм, D1 = 150мм, b1 = 50мм, b2 = 40мм,
Шлицевое отверстие 100х4х7Н (Z = 24, m = 4)
|
7Б420 (единичное)
7Б520 (массовое)
|
4 Порядок выполнения практической работы
1) Изучить теоретическую часть и переписать вариант задания (с эскизом).
2) Выбрать режущий инструмент (по справочнику) и составить схему обработки (смотри практическую работу № 2).
3) Определить вид и количество формообразующих движений, вид и количество кинематических групп и, в итоге, кинематическую структуру станка (смотри практическую работу № 2).
4) Определить наличие и вид механизмов и устройств, обеспечивающих движения деления, врезания и вспомогательные движения.
5) Выполнить нанесение на схему кинематических групп создающих движения скорости резания, подачи, а при необходимости движений деления, врезания и вспомогательных движений.
6) Выполнить построение компоновки станка с определением формулы компоновки по аналогии с приведенными примерами (рисунок 5).
Контрольные вопросы
1. Приведите условные обозначения, применяемые в структурных схемах металлорежущих станков.
2. Порядок построения кинематической структуры станка.
3. Поясните структуру токарно-винторезного станка при точении цилиндрической поверхности.
4. Поясните структуру токарно-винторезного станка при нарезании резьбы.
5. Поясните кинематическую структуру станка согласно варианту задания.
6. Назовите основные правила выбора осей при построении компоновки станка.
7. Запишите компоновочную формулу токарного и фрезерного станка.
8. Запишите компоновочную формулу долбежного и приведенного в качестве примера фрезерного станка.
Литература
1 Дьячков В.Б., Кабатов М.Ф., Носинов М.У. Специализи-рованные металлорежущие станки общемашиностроительного применения. Справочник. – М. : Машиностроение, 1983. – 287 с.
2 Косилова А.Г., Мещеряков Р.К., ред. Справочник технолога-машиностроителя. – М. : Машиностроение, 1985. – Том 2. − 496 с.
3 Проников А.С., ред. Проектирование металлорежущих станков и станочных систем. Справочник – учебник в трех томах. Проектирование станков. – М. : Машиностроение, 1994. – Том 1. –444 с.
4 Кучер А.М., Киватицкий М.М., Покровский А.А. Металлорежущие станки. Альбом общих видов, кинематических схем и узлов. – Л. : Машиностроение, 1972. – 306 с.
5 Металлорежущие станки, выпускаемые в СССР (в странах СНГ). Справочно-информационный материал. – М. : КНТЦ ЭНИКС, ЭНИМС, 1990. – 425 с.
6. Федотёнок А.А.. Кинематическая структура металлорежущих станков. – М. : Машиностроение, 1970. – 407с.
7. Колев Н.С., Красниченко Л.В. и др. Металлорежущие станки. – М. : Машиностроение, 1980. – 500 с.
8. Кочергин А.И. Конструирование и расчет металлорежущих станков и станочных комплексов. – Минск : Высшая школа, 1991. – 382 с.
Содержание
Введение………………………………………………………3
1 Цели и задачи практической работы………………………..4
1.1 Цель практической работы…………………………………..4
1.2 Задачи практической работы: ……………………………….4
2 Теоретическая часть…………………………………………..4
2.1 Порядок построения кинематической структуры станка……..4
2.2 Формирование компоновки станка………………………….7
3 Варианты заданий……………………………………………12
4 Порядок выполнения практической работы……………….16
Контрольные вопросы……………………………………….17
Литература……………………………………………………18
страница 1
|