страница 1 страница 2 | страница 3 | страница 4
Утверждены
приказом Министра по
чрезвычайным ситуациям
Республики Казахстан
от «29» октября 2008 года
№ 189
Требования к устройству и безопасной эксплуатации сосудов,
работающих под давлением
Глава 1. Общие положения
1. Требования устройства и безопасной эксплуатации сосудов, работающих под давлением (далее-Требования) распространяются на проектирование, устройство, изготовление, реконструкцию, наладку, монтаж, ремонт, техническое диагностирование и эксплуатацию сосудов, цистерн, бочек, баллонов, барокамер, работающих под избыточным давлением (далее-сосуды).
2. В настоящих Требованиях используются следующие термины и определения:
1) армированные пластмассы-материал неоднородного строения, состоящий из пластмассы (связующего) и наполнителя;
2) барокамера-сосуд, оснащенный приборами и оборудованием и предназначенный для размещения в нем людей;
3) баллон-сосуд, имеющий одну или две горловины для установки вентилей, фланцев или штуцеров, предназначенный для транспортировки, хранения и использования сжатых, сжиженных или растворенных под давлением газов;
4) бочка-сосуд цилиндрической или другой формы, который перекатывается с одного места на другое и ставится на торцы без дополнительных опор, предназначенный для транспортировки и хранения жидких и других веществ;
5) вместимость-объем внутренней полости сосуда, определяемый по заданным на чертежах номинальным размерам;
6) владелец сосуда-организация, индивидуальный предприниматель, в собственности которого находится сосуд;
7) давление внутреннее (наружное)-давление, действующее на внутреннюю (наружную) поверхность стенки сосуда;
8) давление пробное-давление, при котором производится испытание сосуда;
9) давление рабочее-максимальное внутреннее, избыточное или наружное давление, возникающее при нормальном протекании рабочего процесса;
10) давление расчетное-давление, на которое производится расчет на прочность;
11) давление условное-расчетное давление при температуре 20°С, используемое при расчете на прочность стандартных сосудов (узлов, деталей, арматуры);
12) допустимая температура стенки максимальная (минимальная)-максимальная (минимальная) температура стенки, при которой допускается эксплуатация сосуда;
13) днище-неотъемная часть корпуса сосуда, ограничивающая внутреннюю полость с торца;
14) заглушка-объемная деталь, герметично закрывающая отверстия штуцера или бобышки;
15) змеевик-теплообменное устройство, выполненное в виде изогнутой трубы;
16) избыточное давление-разность абсолютного давления и давления окружающей среды, показываемого барометром;
17) корпус-основная сборочная единица, состоящая из обечаек и днищ;
18) композиционный материал (композит)-материал неоднородной структуры, состоящий из нескольких однородных материалов (компонентов);
19) крышка-отъемная часть, закрывающая внутреннюю полость сосуда или отверстие люка;
20) люк-устройство, обеспечивающее доступ во внутреннюю полость сосуда;
21) лейнер-внутренний герметизирующий слой сосуда из армированных пластмасс, несущий часть нагрузки;
22) металлопластиковые сосуды-многослойные сосуды, в которых внутренний слой (оболочка) выполнен из металла; остальные слои выполнены из армированных пластмасс. Внутренний слой несет часть нагрузки;
23) многокамерный сосуд-сосуд, имеющий две или более рабочие полости, используемые при различных или одинаковых условиях (давление, температура, среда);
24) неметаллические сосуды-сосуды, выполненные из однородных или композиционных неметаллических материалов;
25) наполнитель-материал, армирующий пластмассу; в качестве армирующего материала используют волокна, тканые и нетканые материалы;
26) нормативная документация (далее-НД)-требования, требования промышленной безопасности, отраслевые и государственные стандарты, нормативные документы, руководящие документы на проектирование, изготовление, ремонт, реконструкцию, монтаж, наладку, техническое диагностирование (освидетельствование), эксплуатацию;
27) обечайка-цилиндрическая оболочка замкнутого профиля, открытая с торцов;
28) окно смотровое-устройство, позволяющее вести наблюдение за рабочей средой;
29) однородный материал-материал, состоящий из одного вещества, сплава или твердого раствора, например, стекло, сталь, керамика и тому подобное;
30) образец-свидетель-образец, изготовленный из того же материала и по той же технологии, что и сосуд, используемый для определения состояния материала в процессе эксплуатации;
31) остаточный ресурс-суммарная наработка объекта от момента контроля его технического состояния до перехода в предельное состояние;
32) опора-устройство для установки сосуда в рабочем положении и передачи нагрузок от сосуда на фундамент или несущую конструкцию;
33) опора седловая-опора горизонтального сосуда, охватывающая нижнюю часть кольцевого сечения обечайки;
34) разрешенное давление сосуда (элемента)-максимально допустимое избыточное давление сосуда (элемента), установленное по результатам технического освидетельствования или диагностирования;
35) реконструкция-изменение конструкции сосуда, вызывающее корректировку паспорта сосуда, например, устройство дополнительных элементов, и другие вызывающие изменения параметров работы сосуда;
36) резервуар-стационарный сосуд, предназначенный для хранения газообразных, жидких и других веществ;
37) рубашка сосуда-теплообменное устройство, состоящее из оболочки, охватывающей корпус сосуда или его часть, и образующее совместно со стенкой корпуса сосуда полость, заполненную теплоносителем;
38) расчетный срок службы сосуда-срок службы в календарных годах, исчисляемый со дня ввода сосуда в эксплуатацию;
39) расчетный ресурс сосуда (элемента)-продолжительность эксплуатации сосуда (элемента), в течение которой изготовитель гарантирует надежность его работы при условии соблюдения режима эксплуатации, указанного в инструкции изготовителя, и расчетного числа пусков из холодного или горячего состояния;
40) срок службы сосуда-продолжительность эксплуатации сосуда в календарных годах до перехода в предельное состояние;
41) соединение фланцевое-неподвижное разъемное соединение частей сосуда, герметичность которого обеспечивается путем сжатия уплотнительных поверхностей непосредственно друг с другом или через расположенные между ними прокладки из более мягкого материала, сжатых крепежными деталями;
42) сосуд-герметически закрытая емкость, предназначенная для ведения химических, тепловых и других технологических процессов, а также для хранения и транспортировки газообразных, жидких и других веществ. Границей сосуда являются входные и выходные штуцера;
43) сосуд передвижной-сосуд, предназначенный для временного использования в различных местах или во время его перемещения;
44) сосуд стационарный-постоянно установленный сосуд, предназначенный для эксплуатации в одном определенном месте;
45) связующие-материал, обеспечивающий монолитность композита;
46) стыковые сварные соединения-соединения, в которых свариваемые элементы примыкают друг к другу торцевыми поверхностями и включают шов и зону термического влияния;
47) специализированная организация-организация, аттестованная Уполномоченным органом в области промышленной безопасности, для проведения конструкторских работ по созданию, ремонту и реконструкции сосудов, на изготовление, монтаж, ремонт, реконструкцию сосудов и (или) их наладку, диагностику;
48) ремонт-восстановление поврежденных, изношенных или пришедших в негодность по любой причине элементов сосуда с доведением их до работоспособного состояния;
49) температура рабочей среды-минимальная (min), максимальная (max) температура среды в сосуде при нормальном протекании технологического процесса.
50) температура стенки расчетная-температура, при которой определяются физико-механические характеристики, допускаемые напряжения материала и проводится расчет на прочность элементов сосуда;
51) техническое диагностирование-определение технического состояния объекта. Задачи технического диагностирования-контроль технического состояния, поиск места и определение причин отказа (неисправности), прогнозирование технического состояния;
52) техническая диагностика-теория, методы и средства определения технического состояния объекта;
53) цистерна-передвижной сосуд, постоянно установленный на раме железнодорожного вагона, на шасси автомобиля (прицепа) или на других средствах передвижения, предназначенный для транспортировки и хранения газообразных, жидких и других веществ;
54) штуцер-элемент, предназначенный для присоединения к сосуду трубопроводов, трубопроводной арматуры, контрольно-измерительных приборов и тому подобное;
55) элемент сосуда-сборная единица сосуда, предназначенная для выполнения одной из основных функций сосуда;
56) экспертное техническое диагностирование-техническое диагностирование сосуда, выполняемое по истечении расчетного срока службы сосуда или расчетного ресурса безопасной работы после аварии или обнаруженных повреждений элементов, работающих под давлением, в целях определения возможных параметров и условий дальнейшей эксплуатации;
57) самораспространяющийся высокотемпературный синтез-физико-химический процесс синтеза материалов (порошков, изделий, покрытий и другие), основанный на экзотермическом взаимодействии двух или нескольких компонентов, протекающий в режиме горения. Процесс протекает в тонком слое смеси исходных реагентов после локального инициирования реакции и самопроизвольно распространяется по всей системе, благодаря тепло-и массопередаче от горячих продуктов к ненагретым исходным веществам.
Требования к монтажу и ремонту аналогичны требованиям к изготовлению сосудов.
3. Требования распространяются на:
1) сосуды, работающие под давлением воды с температурой выше 115°С или других нетоксичных, невзрывопожароопасных жидкостей при температуре, превышающей температуру кипения при давлении 0,07 МПа (0,7 кгс/см2);
2) сосуды, работающие под давлением пара, газа или токсичных взрывопожароопасных жидкостей свыше 0,07 МПа (0,7 кгс/см2);
3) баллоны, предназначенные для транспортировки и хранения, использования сжатых, сжиженных и растворенных газов под давлением свыше 0,07 МПа (0,7 кгс/см2);
4) цистерны и бочки для транспортировки и хранения сжатых и сжиженных газов, давление паров которых при температуре до 50°С превышает давление 0,07 МПа (0,7 кгс/см2);
5) цистерны и сосуды для транспортировки или хранения сжатых, сжиженных газов, жидкостей и сыпучих тел, в которых давление выше 0,07 МПа (0,7 кгс/см2) создается периодически для их опорожнения;
6) барокамеры.
4. Требования не распространяются на:
1) сосуды атомных энергетических установок, сосуды, работающие с радиоактивной средой;
2) сосуды вместимостью не более 0,025 м3 (25 л) независимо от давления, используемые для научно-экспериментальных целей. При определении вместимости из общей емкости сосуда исключается объем, занимаемый футеровкой, трубами и другими внутренними устройствами. Группа сосудов, сосуды, состоящие из отдельных корпусов и соединенные между собой трубами с внутренним диаметром более 100 мм, рассматриваются как один сосуд;
3) сосуды и баллоны вместимостью не более 0,025 м3 (25 л), у которых произведение давления в МПа (кгс/см2) на вместимость в м3 (литрах) не более 0,02 (200);
4) сосуды, работающие под давлением, создающимся при взрыве внутри них, в соответствии с технологическим процессом, или горении в режиме самораспространяющегося высокотемпературного синтеза;
5) сосуды, работающие под вакуумом;
6) сосуды, устанавливаемые на морских, речных судах и других плавучих средствах (кроме драг);
7) сосуды, устанавливаемые на самолетах и других летательных аппаратах;
8) воздушные резервуары тормозного оборудования подвижного состава железнодорожного транспорта, автомобилей и других средств передвижения;
9) сосуды специального назначения военного ведомства;
10) приборы парового и водяного отопления;
11) трубчатые печи;
12) сосуды, состоящие из труб с внутренним диаметром не более 150 мм без коллекторов, с коллекторами, выполненными из труб с внутренним диаметром не более 150 мм;
13) части машин, не представляющие собой самостоятельных сосудов (корпуса насосов или турбин, цилиндры двигателей паровых, гидравлических, воздушных машин и компрессоров).
Глава 2. Проектирование
5. Проекты сосудов и их элементов (в том числе запасных частей к ним), проекты их монтажа или реконструкции выполняются специализированными организациями.
6. Руководители и специалисты, занятые проектированием, изготовлением, реконструкцией, монтажом, наладкой, ремонтом, диагностикой, эксплуатацией и испытаниями сосудов, проходят проверку знаний, в соответствии с законодательством Республики Казахстан о промышленной безопасности.
7. Проекты и нормативные документы (далее-НД) на изготовление сосудов согласовываются и утверждаются в установленном порядке.
8. Изменения в проекте и (или) НД, необходимость в которых возникает при изготовлении, реконструкции, монтаже, наладке, ремонте или эксплуатации, согласовываются с организацией-разработчиком проекта и (или) НД на сосуд. При невозможности выполнить это условие изменения в проекте и НД согласовываются со специализированной организацией.
9. При проектировании сосудов, используемых в химических отраслях промышленности, учитываются требования действующих норм и правил промышленной безопасности для этих организаций.
10. Отступление от настоящих Требований допускается лишь в исключительном случае по разрешению уполномоченного органа в области промышленной безопасности (далее-уполномоченный орган).
11. Для получения разрешения уполномоченному органу представляется соответствующее обоснование, а в случае необходимости-также заключение специализированной или экспертной организации. Копия разрешения на отступление от Требований прилагается к паспорту сосуда, работающего под давлением, разработанного в соответствии с приложением 1 к настоящим Требованиям.
Глава 3. Конструкция сосудов
12. Конструкция сосудов обеспечивает надежность и безопасность эксплуатации в течение расчетного срока службы и предусматривает возможность проведения технического освидетельствования, очистки, промывки, полного опорожнения, продувки, ремонта, эксплуатационного контроля металла и соединений.
13. Для каждого сосуда в паспорте устанавливается и указывается расчетный срок службы с учетом условий эксплуатации.
14. Устройства, препятствующие наружному и внутреннему осмотрам сосудов (мешалки, змеевики, рубашки, тарелки, перегородки и другие приспособления), предусматриваются съемными.
При применении приварных устройств предусматривается возможность их удаления для проведения наружного и внутреннего осмотров и последующей установки на место. Порядок съема и установки этих устройств указывается в руководстве по эксплуатации сосуда.
15. Если конструкция сосуда не позволяет проведение наружного и внутреннего осмотров или гидравлического испытания, предусмотренных настоящими Требованиями, разработчиком проекта сосуда в руководстве по эксплуатации указывается методика, периодичность и объем контроля, выполнение которых обеспечивает своевременное выявление и устранение дефектов. В случае отсутствия в руководстве таких указаний методика, периодичность и объем контроля определяются специализированной организацией.
16. Конструкции внутренних устройств обеспечивают удаление из сосуда воздуха при гидравлическом испытании и воды после гидравлического испытания.
17. Сосуды имеют штуцера для наполнения и слива воды, для удаления воздуха при гидравлическом испытании.
18. На каждом сосуде предусматривается вентиль, кран или другое устройство, позволяющее осуществлять контроль за отсутствием давления в сосуде перед его открыванием; при этом отвод среды направляется в безопасное место.
19. Сосуды, предназначенные для работы в условиях циклических и знакопеременных нагрузок, рассчитываются на прочность с учетом этих нагрузок.
20. Сосуды, которые в процессе эксплуатации изменяют свое положение в пространстве, имеют приспособления, предотвращающие их самоопрокидывание.
21. Конструкция сосудов, обогреваемых горячими газами, обеспечивает надежное охлаждение стенок, находящихся под давлением, до расчетной температуры.
22. Для проверки качества приварки колец, укрепляющих отверстия для люков, лазов и штуцеров, предусматривается резьбовое контрольное отверстие в кольце, если оно приварено снаружи, или в стенке, если кольцо приварено с внутренней стороны сосуда.
Данное требование распространяется и на привариваемые снаружи к корпусу накладки или другие укрепляющие элементы.
Наружные глухие элементы (например, накладки), не работающие под давлением, имеют дренажные отверстия в самых низких местах.
23. Заземление и электрическое оборудование сосудов выполняются с соблюдением норм технической эксплуатации электроустановок потребителей и техники безопасности при эксплуатации электроустановок потребителей в установленном порядке.
24. Сосуды снабжаются необходимым количеством люков и смотровых лючков, обеспечивающих осмотр, очистку и ремонт сосудов, монтаж и демонтаж разборных внутренних устройств.
Сосуды, состоящие из цилиндрического корпуса и решеток с закрепленными в них трубками (теплообменники), и сосуды, предназначенные для транспортировки и хранения криогенных жидкостей, сосуды, предназначенные для работы с веществами 1-го и 2-го класса опасности в соответствии с ГОСТ 12.1.007, но не вызывающие коррозии и накипи, допускается изготовлять без люков и лючков, независимо от диаметра сосудов при условии выполнения требований пункта 15.
25. Сосуды с внутренним диаметром более 800 мм имеют люки, а с внутренним диаметром 800 мм и менее-лючки.
26. Внутренний диаметр круглых люков-не менее 400 мм. Размеры овальных люков по наименьшей и наибольшей осями в свету-не менее 325×400 мм.
Внутренний диаметр круглых или размер по наименьшей оси овальных лючков-не менее 80 мм.
27. Люки и лючки располагаются в местах, доступных для обслуживания. Требования к устройству, расположению и обслуживанию смотровых окон в барокамерах определяются проектной организацией и указываются в руководстве по монтажу и эксплуатации завода-изготовителя.
28. Крышки люков являются съемными. На сосудах, изолированных на основе вакуума, допускаются приварные крышки.
29. Крышки массой более 20 кг снабжаются подъемно-поворотными или другими устройствами для их открывания и закрывания.
30. Конструкция шарнирно-откидных или вставных болтов, хомутов, зажимных приспособлений люков, крышек и их фланцев предотвращает их самопроизвольный сдвиг.
31. При наличии на сосудах штуцеров, фланцевых разъемов, съемных днищ или крышек, внутренний диаметр которых не менее указанных величин для люков в пункте 26 настоящих Требований, обеспечивающих возможность проведения внутреннего осмотра, допускается люки не предусматривать.
32. В сосудах применяются днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные.
33. Эллиптические днища имеют высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища. Уменьшение этой величины согласовывается со специализированной научно-исследовательской организацией.
34. Торосферические (коробовые) днища изготавливаются размерами, где:
1) высота выпуклой части, измеренная по внутренней поверхности, не менее 0,2 внутреннего диаметра;
2) внутренний радиус отбортовки не менее 0,1 внутреннего диаметра днища;
3) внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
35. Сферические неотбортованные днища применяются с приварными фланцами, при этом:
1) внутренний радиус сферы днища-не более внутреннего диаметра сосуда;
2) сварное соединение фланца с днищем выполняется со сплошным проваром.
36. В сварных выпуклых днищах, за исключением полусферических, состоящих из нескольких частей с расположением сварных швов по хорде, расстояние от оси сварного шва до центра днища выбирается не более 1/5 внутреннего диаметра днища.
Круговые швы выпуклых днищ располагаются от центра днища на расстоянии не более 1/3 внутреннего диаметра днища.
37. Конические неотбортованные днища имеют центральный угол не более 45°. Центральный угол конического днища увеличивается по заключению специализированной научно-исследовательской организации по аппаратостроению.
38. Плоские днища с кольцевой канавкой и цилиндрической частью (бортом), изготовленные механической расточкой, изготавливаются из поковки. Допускается изготовление отбортованного плоского днища из листа, если отбортовка выполняется штамповкой или обкаткой кромки листа с изгибом на 90°.
39. Для отбортованных и переходных элементов сосудов, за исключением выпуклых днищ, компенсаторов и вытянутых горловин под приварку штуцеров, расстояние (L) от начала закругления отбортованного элемента до отбортованной кромки, в зависимости от толщины стенки (s) отбортованного элемента, выбирается не менее величины, указанной в таблице 1.
Таблица 1
Толщина стенки отбортованного
элемента s, мм
|
Расстояние до отбортованной
кромки L, мм, не менее
|
До 5
|
15
|
Свыше 5 до 10
|
2s + 5
|
Свыше 10 до 20
|
s + 15
|
Свыше 20 до 150
|
s/2 + 25
|
Свыше 150
|
100
|
40. При сварке обечаек и труб, приварке днищ к обечайкам применяются стыковые швы с полным проплавлением.
Сварные соединения в тавр и угловые с полным проплавлением применяются для приварки плоских днищ, плоских фланцев, трубных решеток, штуцеров, люков, рубашек.
Нахлесточные сварные швы применяются для приварки к корпусу укрепляющих колец, опорных элементов, подкладных листов, пластин под площадки, лестницы, кронштейны и тому подобное.
41. Конструктивный зазор в угловых и тавровых сварных соединениях применяется в случаях, предусмотренных НД, согласованной в установленном порядке.
42. Сварные швы выполняются доступными для контроля при изготовлении, монтаже и эксплуатации сосудов, предусмотренного настоящими Требованиями, требованиями соответствующих стандартов и НД.
43. Продольные швы смежных обечаек и швы днищ сосудов смещаются относительно друг друга на величину трехкратной толщины наиболее толстого элемента, но не менее чем на 100 мм между осями швов.
Указанные швы не смещаются относительно друг друга в сосудах, предназначенных для работы под давлением не более 1,6 МПа (16 кгс/см2) и температуре стенки не выше 400°С, с номинальной толщиной стенки не более 30 мм при условии, что эти швы выполняются автоматической или электрошлаковой сваркой и места пересечения швов контролируются методом радиографии или ультразвуковой дефектоскопии в объеме 100 %.
44. При приварке к корпусу сосуда внутренних и внешних устройств (опорных элементов, тарелок, рубашек, перегородок и других) допускается пересечение этих сварных швов со стыковыми швами корпуса при условии предварительной проверки перекрываемого участка шва корпуса радиографическим контролем или ультразвуковой дефектоскопией.
45. В случае приварки опор или иных элементов к корпусу сосуда расстояние между краем сварного шва сосуда и краем шва приварки элемента выбирается не менее толщины стенки корпуса сосуда, но не менее 20 мм.
Для сосудов из углеродистых и низколегированных марганцовистых и марганцово-кремнистых сталей (приложение 2 «Подразделение сталей на типы и классы» настоящих Требований), подвергаемых после сварки термообработке, независимо от толщины стенки корпуса, расстояние между краем сварного шва сосуда и краем шва приварки элемента выбирается не менее 20 мм.
46. В горизонтальных сосудах допускается местное перекрытие седловыми опорами кольцевых (поперечных) сварных швов на общей длине не более 0,35πD, а при наличии подкладного листа-не более 0,5πD, где D-наружный диаметр сосуда.
При этом перекрываемые участки сварных швов по всей длине проверяются методом радиографии или ультразвуковой дефектоскопии. Перекрытие мест пересечения швов не допускается.
47. В стыковых сварных соединениях элементов сосудов с разной толщиной стенок обеспечивается плавный переход от одного элемента к другому путем постепенного утонения кромки более толстого элемента. Угол наклона поверхностей перехода не более 20°.
Если разница в толщине соединяемых элементов составляет не более 30 % толщины тонкого элемента и не более 5 мм, то допускается применение сварных швов без предварительного утонения толстого элемента. Форма швов обеспечивает плавный переход от толстого элемента к тонкому.
При стыковке литой детали с деталями из труб, проката или поковок учитывают, что номинальная расчетная толщина литой детали на 25-40 % больше аналогичной расчетной толщины стенки элемента из труб, проката или поковок, поэтому переход от толстого элемента к тонкому выполняется таким образом, чтобы толщина конца литой детали была не менее расчетной величины.
48. Отверстия для люков, лючков и штуцеров располагаются вне сварных швов.
Допускается расположение отверстий:
1) на продольных швах цилиндрических и конических обечаек сосудов, если номинальный диаметр отверстий не более 150 мм;
2) на кольцевых швах цилиндрических и конических обечаек сосудов без ограничения диаметра отверстий;
3) на швах выпуклых днищ без ограничения диаметра отверстий при условии 100 % проверки сварных швов днищ методом радиографии или ультразвуковой дефектоскопии.
49. На торосферических (коробовых) днищах допускается расположение отверстий в пределах центрального сферического сегмента. При этом расстояние от центра днища до наружной кромки отверстия, измеряемое по хорде, выбирается не более 0,4D, где D-наружный диаметр днища.
Глава 4. Материалы
50. Материалы, применяемые для изготовления сосудов, обеспечивают их надежную работу в течение расчетного срока службы с учетом заданных условий эксплуатации (расчетное давление, минимальная, отрицательная и максимальная расчетная температура), состава и характера среды (коррозионная активность, взрывоопасность, токсичность и другое) и влияния температуры окружающего воздуха.
51. Для изготовления, монтажа и ремонта сосудов и их элементов применяются основные материалы: листовая сталь, стальные трубы, поковки, сортовая сталь, стальные отливки, крепежные изделия, цветные металлы и сплавы, отливки из чугуна.
Применение материалов, предназначенных для работы с параметрами, выходящими за установленные пределы, по другим стандартам и НД, допускается по согласованию с территориальным подразделением уполномоченного органа при условии, что качество и свойства материалов будут не ниже установленных стандартами или НД, и наличии положительного заключения специализированной организации по аппаратостроению, металловедению, сварке.
Копии разрешений прилагаются к паспорту на сосуд.
52. Применение наплавленных материалов допускается для изготовления сосудов, если они указаны в нормативной документации, согласованной со специализированной организацией.
53. При выборе материалов для сосудов, предназначенных для установки на открытой площадке или в неотапливаемых помещениях, учитывается абсолютная минимальная температура наружного воздуха для данного района.
54. Качество и свойства материалов и полуфабрикатов удовлетворяют требованиям соответствующих стандартов и НД и подтверждаются сертификатами поставщиков. При отсутствии или неполноте сертификата или маркировки изготовитель сосуда (ремонтная, монтажная организация) проводит все необходимые испытания с оформлением их результатов в протоколе, дополняющим или заменяющим сертификат поставщика материала. В сертификате указывается режим термообработки полуфабриката в организации-изготовителе.
55. Методы и объемы контроля основных материалов определяются на основании стандартов и НД, согласованных в установленном порядке.
56. Присадочные материалы, применяемые при изготовлении сосудов и их элементов, удовлетворяют требованиям соответствующих стандартов или НД.
Использование присадочных материалов конкретных марок, флюсов и защитных газов производится в соответствии с НД на изготовление данного сосуда и инструкцией по сварке.
57. Применение новых присадочных материалов, флюсов и защитных газов допускается изготовителем после подтверждения их технологичности при сварке сосуда, проверке всего комплекса требуемых свойств, сварных соединений (включая свойства металла шва) и положительного заключения специализированной организации по сварке.
58. Применение электросварных труб с продольным или спиральным швом допускается по стандартам или НД, согласованным со специализированной организацией, при условии контроля шва по всей длине радиографией, ультразвуковой или другой равноценной им дефектоскопией.
Каждая бесшовная или сварная труба проходит гидравлическое испытание. Величина пробного давления при гидроиспытании указывается в НД на трубы. Гидравлическое испытание бесшовных труб не производится, если они подвергаются по всей поверхности контролю физическими методами (радиографией, ультразвуковым или другим равноценным ему методом).
59. Плакированные и наплавленные листы и поковки с наплавкой подвергаются ультразвуковому контролю или контролю другими методами, обеспечивающими выявление отслоений плакирующего (наплавленного) слоя от основного слоя металла, несплошностей и расслоений металла поковок. При этом объем оценки качества устанавливается стандартами или НД на плакированные или наплавленные листы и поковки, согласованные со специализированной организацией. Биметаллические листы толщиной более 25 мм, предназначенные для изготовления сосудов, работающих под давлением свыше 4 МПа (40 кгс/см2), подвергаются полному контролю ультразвуковой дефектоскопией или другими равноценными методами.
60. Углеродистая и низколегированная листовая сталь толщиной более 60 мм, предназначенная для изготовления сосудов, работающих под давлением свыше 10 МПа (100 кгс/см2), подвергается полистному контролю ультразвуковым или другим равноценным методом дефектоскопии.
61. Поковки из углеродистых, низколегированных и легированных сталей, предназначенные для работы под давлением свыше 6,3 МПа (63 кгс/см2) и имеющие один из габаритных размеров более 200 мм и толщину более 50 мм, подвергаются поштучному контролю ультразвуковым или другим равноценным методом.
Дефектоскопии подвергаются не менее 50 % объема контролируемой поковки. Методика и нормы контроля соответствуют НД.
62. Гайки и шпильки (болты) изготавливаются из сталей разных марок, а при изготовлении из сталей одной марки-с разной твердостью. При этом твердость гайки является ниже твердости шпильки (болта). Длина шпилек (болтов) обеспечивает превышение резьбовой части над гайкой на величину, указанную в НД.
63. Материал шпилек (болтов) выбирается с коэффициентом линейного расширения, близким по значениям коэффициенту линейного расширения материала фланца. Разница в значениях коэффициента линейного расширения не более 10 %. Применение сталей с различными коэффициентами линейного расширения (более 10 %) допускается в случаях, обоснованных расчетом на прочность.
64. Допускается применять гайки из сталей перлитного класса на шпильках (болтах), изготовленных из аустенитной стали, если это предусмотрено НД.
65. В случае изготовления крепежных деталей холодным деформированием они подвергаются термической обработке.
66. Отливки стальные применяются в термообработанном состоянии. Проверка механических свойств отливок проводится после термообработки.
67. Для неметаллических материалов, применяемых для изготовления сосудов, проверяется их совместимость с рабочей средой в части коррозионной стойкости и нерастворимости (изменении свойств) в рабочем диапазоне температур. Среда, для которой предназначен сосуд, указывается в паспорте на сосуд.
Применение неметаллических материалов допускается с разрешения уполномоченного органа на основании заключения специализированной организации.
68. Для металлопластиковых сосудов материал герметизирующего слоя (лейнера) выбирается таким образом, чтобы при испытании сосуда пробным давлением в материале отсутствовали пластические деформации. Методики расчета напряженно-деформированного состояния сосуда и экспериментального определения остаточных деформаций согласовываются со специализированной организацией.
69. Материалы наполнителя и связующего, применяемые для изготовления сосуда, имеют гарантированные сроки использования, которые указываются в сертификате на эти материалы.
70. Чугунные отливки из высокопрочного чугуна термически обрабатываются.
71. Необходимость термической обработки резьбы, изготовленной методом накатки, регламентируется НД.
Глава 5. Изготовление, реконструкция, монтаж, наладка и ремонт
72. Изготовление, реконструкция, монтаж, наладка и ремонт сосудов и их элементов выполняются специализированными организациями, располагающими техническими средствами, необходимыми для качественного выполнения работ.
73. Изготовление, реконструкция, монтаж, наладка и ремонт сосудов выполняются в соответствии с настоящими Требованиями и НД, утвержденных в установленном порядке.
74. Изготовление, реконструкция, монтаж, наладка и ремонт сосудов или их отдельных элементов проводятся по технологии, разработанной до начала работ организацией, их выполняющей.
75. При изготовлении, реконструкции, монтаже, наладке и ремонте применяется система контроля качества (входной, операционный и приемочный), обеспечивающая выполнение работ, в соответствии с настоящими Требованиями и НД.
Порядок проведения входного контроля неметаллических материалов, из которых изготовляются силовые элементы конструкции сосуда, согласовывается со специализированной организацией.
76. Отклонение наружного (внутреннего) диаметра обечаек, цилиндрических отбортованных элементов днищ, сферических днищ, изготовленных из листов и поковок, не более ±1 % номинального диаметра.
Относительная овальность в любом поперечном сечении не более 1 %. Величина относительной овальности определяется по формулам (1) и (2):
1) в сечении, где отсутствуют штуцера и люки:
 (1) (1)
2) в сечении, где имеются штуцера и люки:
 (2) (2)
где, Dmax, Dmin-соответственно наибольший и наименьший наружные (внутренние) диаметры сосуда, мм;
d-внутренний диаметр штуцера или люка, мм.
Величину относительной овальности для сосудов с отношением толщины стенки обечайки к внутреннему диаметру 0,01 и менее допускается увеличить до 1,5 %.
Относительная овальность для элементов сосудов, работающих под наружным давлением, не более 0,5 %.
77. Увод (угловатость) f кромок в сварных швах не более f = 0,1s + 3 мм, но не более соответствующих величин, указанных в таблице 2 для элементов сосудов (рисунок 1).
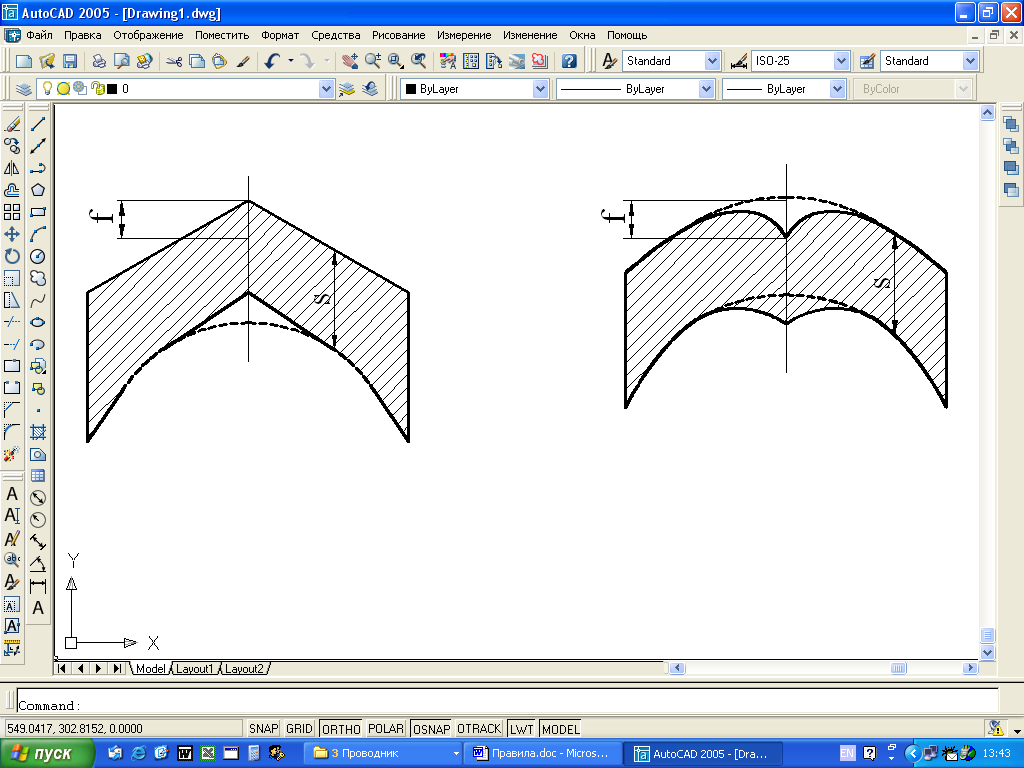
Рисунок 1. Увод (угловатость) кромок в сварных швах
Таблица 2
Максимальный увод (угловатость) кромок в стыковых швах, мм
|
обечаек
|
шаровых резервуаров и днищ из лепестков
|
конических днищ
|
независимо от D
|
D < 5000
|
D > 5000
|
D < 2000
|
D > 2000
|
5
|
6
|
8
|
5
|
7
|
D - внутренний диаметр, мм.
|
78. Смещение кромок b листов (рисунок 2), измеряемое по срединной поверхности, в стыковых соединениях, определяющих прочность сосуда, не более b = 0,1s, но не более 3 мм.
Смещение кромок в кольцевых швах, за исключением швов, выполняемых электрошлаковой сваркой, не более величин, приведенных в таблице 3. Смещение кромок в кольцевых швах, выполняемых электрошлаковой сваркой, не более 5 мм.
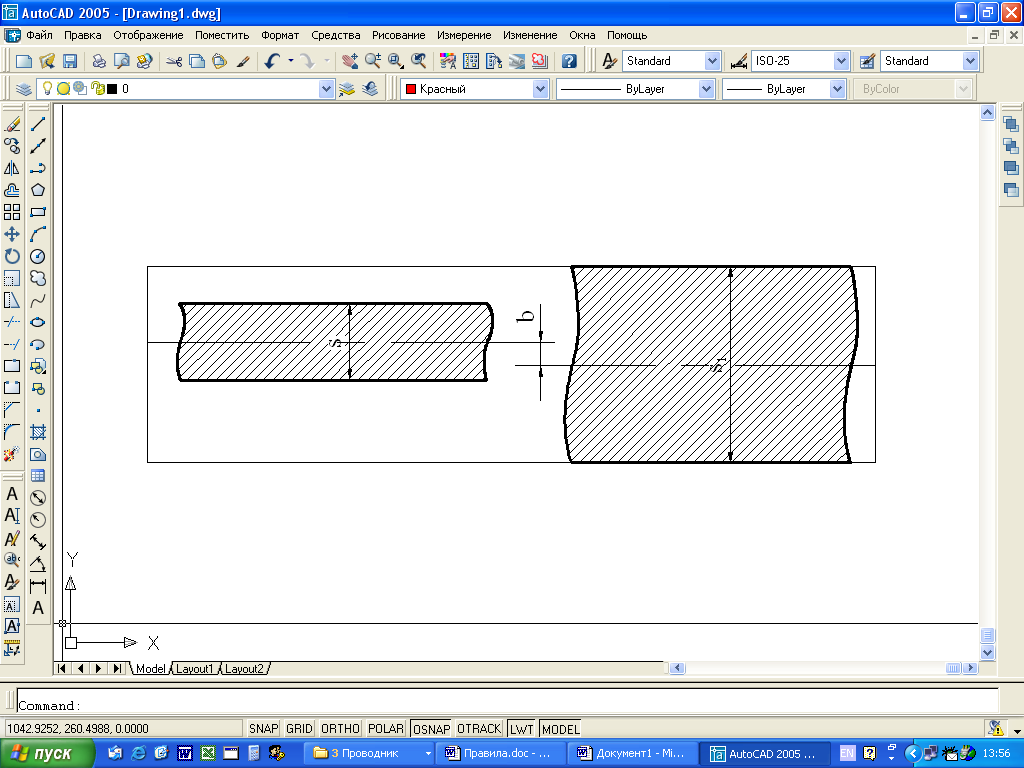
Рисунок 2. Смещение кромок листов
Таблица 3
Толщина
свариваемых
листов s, мм
|
Максимально допустимые смещения стыкуемых
кромок в кольцевых швах, мм
|
на монометаллических
сосудах
|
на биметаллических сосудах со стороны коррозионного слоя
|
До 20
|
0,1s +1
|
50 % толщины плакирующего слоя
|
Свыше 20 до 50
|
0,15s, но не более 5
|
Свыше 50 до 100
|
0,04s + 3,5
|
0,04s + 3, но не более толщины плакирующего слоя
|
Свыше100
|
0,025s + 5, но не более 10
|
0,025s + 5, но не более 8 и не более толщины плакирующего слоя
|
Примечание: При условии наплавки на стыкуемые поверхности с уклоном 1:3 для сварных соединений, имеющих смещение кромок более 5 мм.
|
79. Смещение кромок в стыковых сварных соединениях труб не более величин, приведенных в таблице 4.
Таблица 4
Толщина стенки трубы s, мм
|
Максимально допустимые
смещения кромок, мм
|
До 3
|
0,2s
|
Свыше 3 до 6
|
0,1s +0,3
|
Свыше 6 до 10
|
0,15s
|
Свыше 10 до 20
|
0,05s + 1
|
Свыше 20
|
0,1s, но не более 3
|
80. Допуски, не указанные в настоящей главе, соответствуют требованиям НД.
81. При изготовлении, монтаже, ремонте сосудов применяется технология сварки, аттестованная в соответствии с настоящими Требованиями.
82. Для выполнения сварки применяются исправные установки, аппаратура и приспособления, обеспечивающие соблюдение требований НД.
83. К производству сварочных работ допускаются сварщики, прошедшие обучение и проверку знаний, в соответствии с законодательством Республики Казахстан по промышленной безопасности и имеющие личное клеймо.
Сварщики производят сварочные работы тех видов, которые указаны в их удостоверении.
84. Сварщик, впервые приступающий в данной организации (монтажном или ремонтном участке) к сварке изделий, работающих под давлением, независимо от наличия удостоверения, перед допуском к работе проходит проверку путем сварки и контроля пробного сварного соединения. Конструкцию пробных сварных соединений, методы и объем контроля качества сварки этих соединений устанавливает руководитель сварочных работ.
85. Руководство работами по сборке сосудов и их элементов, сварке и контролю качества сварных соединений возлагается на специалиста, прошедшего переподготовку, в соответствии со статьей 12 Закона Республики Казахстан «О промышленной безопасности на опасных производственных объектах».
86. Сварные соединения элементов, работающих под давлением, с толщиной стенки более 6 мм маркируются (клеймятся). Система маркировки указывается в производственно-технологической документации (далее-ПТД).
Необходимость и способ маркировки сварных соединений с толщиной стенки менее 6 мм устанавливаются требованиями ПТД. Способ маркировки исключает наклеп, подкалку или недопустимое утонение толщины металла и обеспечивает сохранность маркировки в течение всего периода эксплуатации изделия.
Если все сварные соединения данного изделия выполнены одним сварщиком, то маркировка каждого сварного соединения не производится. В этом случае клеймо сварщика ставят около фирменной таблички или на другом открытом участке изделия, а место клеймения заключают в рамку, наносимую несмываемой краской. Место клеймения указывается в паспорте изделия.
Если сварное соединение выполнялось несколькими сварщиками, то на нем проставляются клейма всех сварщиков, участвовавших в его выполнении.
87. Перед началом сварки проверяется качество сборки соединяемых элементов, состояние стыкуемых кромок и прилегающих к ним поверхностей. При сборке не допускается подгонка кромок ударным способом или местным нагревом.
88. Сварочные материалы, применяемые для сварки сосудов, соответствуют требованиям стандартов и НД, что подтверждается документом организации-изготовителя.
89. Марки, сортамент, условия хранения и подготовка к использованию сварочных материалов соответствуют требованиям НД на сварку.
90. Сварочные материалы проверяются:
1) на сварочно-технологические свойства (каждая партия электродов);
2) на соответствие содержания легирующих элементов нормированному составу путем стилоскопирования наплавленного металла, выполненного легированными электродами (типов Э-09Х1М, Э-09Х1МФ, аустенитных и другие);
3) на сварочно-технологические свойства (каждая партия порошковой проволоки);
4) на наличие основных легирующих элементов путем стилоскопирования (каждая бухта, моток, катушка легированной сварочной проволоки).
91. Подготовка кромок и поверхностей под сварку выполняется механической обработкой либо путем термической резки или строжки (кислородной, воздушно-дуговой, плазменно-дуговой) с последующей механической обработкой (резцом, фрезой, абразивным инструментом). Глубина механической обработки после термической резки (строжки) указывается в НД в зависимости от восприимчивости конкретной марки стали к термическому циклу резки (строжки).
92. Кромки деталей, подлежащих сварке, и прилегающие к ним участки очищаются от окалины, краски, масла и других загрязнений, в соответствии с требованиями НД.
93. Приварка и удаление вспомогательных элементов (сборочных устройств, временных креплений и другое) производятся в соответствии с указаниями чертежей и НД. Приварка этих элементов выполняется сварщиком, допущенным к сварке данного изделия.
94. Прихватки выполняются сварщиком, допущенным к сварке данного изделия с применением присадочных материалов, предусмотренных технической документацией на сварку данного сосуда. Прихватки при дальнейшем проведении сварочных работ удаляются или переплавляются основным швом.
Приварка временных креплений и удаление их после сварки основного изделия производятся по технологии, исключающей образование трещин и закалочных зон в металле изделия.
95. Все сварочные работы при изготовлении сосудов и их элементов производятся при положительных температурах в закрытых помещениях.
При монтаже, компоновке на монтажных площадках, ремонте сосудов, эксплуатируемых вне помещений, допускается сварка при отрицательных температурах окружающего воздуха. При этом сварщик, место сварки защищаются от непосредственного воздействия ветра и атмосферных осадков. Сварка при температуре окружающего воздуха ниже 0°С производится в соответствии с НД, согласованной в установленном порядке.
96. Все сварные швы клеймятся, что позволяет установить сварщика, выполняющего эти швы.
Клеймо наносится на расстоянии 20-50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся с наружной стороны через дробь: в числителе - клеймо сварщика с наружной стороны шва, в знаменателе-клеймо сварщика с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке. Если сварные соединения выполнялись несколькими сварщиками, то на нем ставятся клейма всех сварщиков, участвовавших в его выполнении.
У продольных швов клеймо находится в начале и в конце шва на расстоянии 100 мм от кольцевого шва. На обечайке с продольным швом длиной менее 400 мм допускается ставить одно клеймо. Для кольцевого шва клеймо выбивается в месте пересечения кольцевого шва с продольным и далее через каждые 2 м, но при этом выполняется не менее двух клейм на каждом шве. Клейма ставятся с наружной стороны. Клеймение продольных и кольцевых швов сосудов с толщиной стенки менее 4 мм допускается производить электрографом или несмываемыми красками.
Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской или электрографом, и указывается в паспорте сосуда.
97. Технология сварки при изготовлении, монтаже и ремонте сосудов допускается к применению после подтверждения ее технологичности на реальных изделиях, проверки всего комплекса требуемых свойств, сварных соединений и освоения эффективных методов контроля их качества.
98. Аттестация технологии сварки подразделяется на исследовательскую и производственную.
Исследовательская аттестация проводится специализированной организацией при подготовке к внедрению новой, ранее не аттестованной технологии сварки.
Производственная аттестация проводится каждым предприятием на основании рекомендаций, выданных по результатам исследовательской аттестации.
99. Исследовательская аттестация технологии сварки проводится в целях определения характеристик сварных соединений, необходимых для расчетов при проектировании и выдаче технологических рекомендаций (область применения технологии, сварочные материалы, режимы подогрева, сварки и термической обработки, гарантируемые показатели приемо-сдаточных характеристик сварного соединения, методы контроля и другие).
Характеристики сварных соединений, определяемые при исследовательской аттестации, выбирают в зависимости от вида и назначения основного металла и следующих условий эксплуатации сварных соединений:
1) механические свойства при нормальной (20±10°С) и рабочей температуре, в том числе временное сопротивление разрыву, предел текучести, относительное удлинение и относительное сужение металла шва, ударная вязкость металла шва и зоны термического влияния сварки, временное сопротивление разрыву и угол изгиба сварного соединения;
2) длительная прочность, пластичность и ползучесть;
3) циклическая прочность;
4) критическая температура хрупкости металла шва и зоны термического влияния сварки;
5) стабильность свойств, сварных соединений после термического старения при рабочей температуре;
6) интенсивность окисления в рабочей среде;
7) отсутствие недопустимых дефектов;
8) стойкость против межкристаллитной коррозии (для сварных соединений элементов из сталей аустенитного класса);
9) другие характеристики, специфические для выполняемых сварных соединений.
По результатам исследовательской аттестации организацией, проводившей ее, выдаются рекомендации, необходимые для ее практического применения.
100. Производственная аттестация технологии сварки проводится каждой организацией до начала ее применения.
Производственная аттестация проводится для каждой группы однотипных сварных соединений, выполняемых на данном предприятии.
Производственная аттестация проводится аттестационной комиссией, созданной в организации в соответствии с программой, разработанной этой организацией и утвержденной председателем комиссии.
Программа предусматривает проведение неразрушающего и разрушающего контроля сварных соединений и оценку качества сварки по результатам контроля.
Если при производственной аттестации технологии сварки получены неудовлетворительные результаты по какому-либо виду испытаний, аттестационная комиссия принимает меры по выяснению причин несоответствия полученных результатов установленным требованиям и решает, провести ли повторные испытания или данная технология до использования для сварки производственных соединений нуждается в доработке.
101. В случае ухудшения свойств или качества сварных соединений по отношению к уровню, установленному исследовательской аттестацией, организация-изготовитель (монтажная или ремонтная организация) приостанавливает применение технологии сварки, устанавливает и устраняет причины, вызвавшие их ухудшение, и проводит повторную производственную аттестацию, а при необходимости-и исследовательскую аттестацию.
102. При изготовлении, монтаже и ремонте сосудов применяются любые аттестованные технологии сварки.
Не допускается применение газовой сварки для деталей из аустенитных и высокохромистых сталей мартенситного и мартенситно-ферритного классов.
103. Сварка элементов, работающих под давлением, проводится при положительной температуре окружающего воздуха. При монтаже и ремонте допускается выполнять сварку в условиях отрицательной температуры при соблюдении требований НД, ПТД и создании необходимых условий для сварщиков (защита от ветра, дождя, снегопада).
При отрицательной температуре окружающего воздуха металл в районе сварного соединения перед сваркой просушивается и прогревается с доведением до положительной температуры.
104. Необходимость и режим предварительного и сопутствующих подогревов свариваемых деталей определяются технологией сварки и указываются в ПТД. При отрицательной температуре окружающего воздуха подогрев производится в тех же случаях, что и при положительной, но температура подогрева выбирается выше на 50°С.
105. После сварки шов, прилегающие участки очищаются от шлака, брызг металла и других загрязнений.
Внутренний грат в стыках труб, выполненных контактной сваркой, удаляется для обеспечения заданного проходного сечения.
106. Термическая обработка элементов сосудов производится для обеспечения соответствия свойств металла и сварных соединений показателям, принятым в НД на металл и сварку, для снижения остаточных напряжений, возникающих при выполнении технологических операций (сварки, гибки, штамповки и другие).
107. Проведение работ по термической обработке осуществляют термисты-операторы, прошедшие специальную подготовку, соответствующие испытания и имеющие удостоверение на право производства работ.
108. Термически обрабатываются сосуды, в стенках которых после изготовления (при вальцовке, штамповке, сварке и так далее) появляются недопустимые остаточные напряжения, сосуды, прочность которых достигается термообработкой.
109. Сосуды и их элементы из углеродистых, низколегированных марганцовистых и марганцово-кремнистых сталей, изготовленные с применением сварки, штамповки или вальцовки, обязательно термообрабатываются, если:
1) толщина стенки цилиндрического или конического элемента днища, фланца или патрубка сосуда в месте их сварного соединения более 36 мм для углеродистых сталей и более 30 мм для сталей низколегированных марганцовистых, марганцово-кремнистых;
2) номинальная толщина стенки цилиндрических или конических элементов сосуда (патрубка), изготовленных из листовой стали вальцовкой (штамповкой), превышает величину, вычисленную по формуле (3)
s = 0,009(D + 1200), (3)
где D-минимальный внутренний диаметр, мм. Данные требования не распространяются на отбортованные рубашки;
3) они предназначены для эксплуатации в средах, вызывающих коррозионное растрескивание;
4) днища и другие элементы штампуются (вальцуются) при температуре окончания штамповки (вальцовки) ниже 700°С;
5) днища сосудов и их элементы независимо от толщины изготавливаются холодной штамповкой или холодным фланжированием.
110. Гнутые участки труб из углеродистых и низколегированных сталей с наружным диаметром более 36 мм термообрабатываются, если отношение среднего радиуса гиба к номинальному наружному диаметру труб составляет менее 3,5; а отношение номинальной толщины стенки трубы к ее номинальному диаметру превышает 0,05.
111. Сосуды и их элементы из сталей низколегированных хромомолибденовых, хромомолибденованадиевых, сталей мартенситного класса и двухслойных с основным слоем из сталей этого типа и класса, изготовленные с применением сварки, термообрабатываются независимо от диаметра и толщины стенки.
112. Необходимость термообработки сосудов и их элементов из сталей аустенитного класса и двухслойных сталей с основным слоем из сталей углеродистого и низколегированного марганцовистого и марганцово-кремнистого типа с коррозионно-стойким слоем из сталей аустенитного класса устанавливается в НД.
113. Днища сосудов, изготовленные из аустенитных сталей холодной штамповкой или фланжированием, подвергаются термообработке.
114. Для днищ и деталей из аустенитных хромоникелевых сталей, штампуемых (вальцуемых) при температуре не ниже 850°С, термическая обработка не требуется.
Не подвергают термической обработке горячедеформированные днища из аустенитных сталей с отношением внутреннего диаметра к толщине стенки более 28, если они не предназначены для работы в средах, вызывающих коррозионное растрескивание.
115. Вид термической обработки (отпуск, нормализация или закалка с последующим отпуском, аустенизация и другое) и ее режимы (скорость нагрева, температура и время выдержки, условия охлаждения и другое) принимаются по НД и указываются в техническом проекте.
116. Допускается термическая обработка сосудов по частям с последующей местной термообработкой замыкающего шва. При местной термообработке обеспечивается равномерный нагрев и охлаждение в соответствии с технологией, согласованной со специализированной организацией.
При наличии требования по стойкости к коррозионному растрескиванию возможность применения местной термообработки сосуда согласовывается со специализированной организацией.
117. В процессе термообработки в печи температура нагрева в любой точке сосуда (элемента) не выходит за пределы максимальной и минимальной температуры, предусмотренной режимом термообработки.
Среда в печи не оказывает вредное влияние на термообрабатываемый сосуд (элемент).
118. Свойства металла сосудов и их элементов после всех циклов термической обработки соответствуют настоящим Требованиям, стандартам и НД.
119. Термическая обработка производится таким образом, чтобы обеспечивались равномерный нагрев металла изделий, их свободное тепловое расширение и отсутствие пластических деформаций. Режимы нагрева, выдержки и охлаждения при термообработке изделий регистрируются самопишущими приборами.
120. Для снятия остаточных напряжений в соответствии с требованиями пункта 106 допускается вместо термической обработки применять другие методы, предусмотренные в НД.
страница 1 страница 2 | страница 3 | страница 4
|