страница 1 | страница 2 страница 3 страница 4 | страница 5
Ход занятия.
Занятие можно начать с краткого повторения и закрепления учебного материала. На предыдущих занятиях были изучены основные режущие инструменты, применяемые при точении древесины на токарном станке. Восстановив эти сведения, следует перейти к рассказу об инструментах, которые учащиеся будут применять при выполнении практической работы. Целесообразно напомнить им основные правила выполнения токарных приемов, продемонстрировать их и предложить выполнить кому-либо из учащихся. Затем коллективно проанализировать порядок и правильность действий. Далее объясняю и демонстрирую приемы точения конических и фасонных поверхностей.
Изложение нового материала.
При грубом (черновом) обтачивании полукруглую стамеску правой рукой держат за рукоятку, а левой плотно прижимают к скобе подручника. Стамеска должна быть расположена вогнутостью вверх. Очень медленно и плавно подают стамеску вперед по скобе подручника до соприкосновения с вращающейся заготовкой. При резкой и большой подаче может произойти вырыв древесины или выброс заготовки и инструмента.
В зависимости от плотности древесины и формы заготовки устанавливают глубину резания и начинают подавать инструмент, передвигая его по скобе подручника в сторону сбега волокон. При этом резание осуществляется не только вершиной, но и боковыми частями режущей кромки. Стамеску располагают так, чтобы стружки отлетали вверх. Наклон стамески должен быть таким, чтобы лезвие срезало древесину, а обрабатываемая цилиндрическая поверхность не скользила по фаске режущей кромки стамески.
В процессе черновой обработки периодически контролируют диаметр цилиндра; обработку заканчивают, когда припуск составит 4–5 мм.
При отделочной (чистовой) обработке косую стамеску держат так же, как и полукруглую; лезвие должно составлять с образующей цилиндра угол 45 градусов. Глубину резания и скорость подачи уменьшают по сравнению с черновым точением. Угол наклона стамески выбирают таким, чтобы не происходило скольжения обрабатываемой поверхности по фаске стамески. Для обеспечения постоянного диаметра обработки наклон стамески стараются не изменять.
В процессе обработки надо периодически останавливать станок и контролировать диаметр. Выполнять измерения на вращающейся детали категорически запрещается.
Приемы обтачивания конических поверхностей аналогичны описанным, однако движение подачи инструмента направлено по образующей конуса.
Полное и частичное торцевание выполняют следующим образом. Легким прикосновением карандаша к вращающейся детали делают отметку положения торца или уступа. Косую стамеску ставят на ребро тупым концом вверх, точно против разметки. Плавным движением острый конец стамески углубляют в древесину на 2–3 мм. При этом плоскость рабочей части стамески должна быть перпендикулярна оси цилиндра. Затем, несколько отступая от прямого подреза, острым концом стамески делают косой подрез так, чтобы получилась косая кольцевая выточка. Таким образом, чередуя прямой и косой подрезы, выполняют торцевание до нужной глубины.
В случае полного торцевания в центре оставляют несрезанным столбик диаметром 8–10 мм, ибо при дальнейшем обтачивании он может сломаться и испортить деталь. Затем этот столбик срезают стамеской.
Чтобы избежать выпуклости торцевой поверхности, обработку выполняют с небольшим поднутрением, т. е. плоскость торца получается слегка вогнутой.
Прямоугольные входящие выточки получают, совмещая приемы обработки цилиндрической поверхности и частичного торцевания.
Полукруглые и овальные входящие выточки обрабатывают полукруглыми стамесками, приемы работы аналогичны черновому точению.
Фасонные поверхности цилиндров обрабатывают поочередно косыми и полукруглыми стамесками. Для контроля обработки часто применяют специальные шаблоны, имеющие контрпрофиль формы поверхности.
После точения поверхность изделий зачищают шлифовальными шкурками, натянутыми на деревянные брусочки или рейки.
Для расширения понятия учащихся об основных движениях станка, устанавливают зависимость между ними и формой изготовляемой детали. Так как главное движение станка является вращательным, то при постоянной подаче обрабатываемая заготовка приобретает цилиндрическую форму. Изменяя траекторию движения резца (подачу) в поперечном направлении, можно получить детали, имеющие коническую, фасонную поверхность.
Разработка конструкции сувенира.
Изготовлению любого изделия предшествует разработка его конструкции. Она осуществляется в несколько этапов. Сначала составляют техническое задание, в котором обосновывают целесообразность разработки изделия. Затем разрабатывают эскиз проекта (принципиальные, конструктивные решения об устройстве изделия, его основные параметры, габаритные размеры и т. п.). После этого составляют технический проект, содержащий окончательные технические решения об устройстве изделия. Заключительная стадия конструирования – разработка рабочих чертежей.
Планирование работы и технологическая карта.
Уровень квалификации современного рабочего определяется не только способностью выполнять те или иные операции, но и умением планировать свою работу, т. е. выполнять ее правильно, высокопроизводительно, с наименьшими затратами сил.
Чтобы получит первоначальные практические умения перспективного планирования мы руководствуемся этой таблицей.
Таблица 1.
Фамилия и имя учащегося, класс
|
|
1. Вид работы.
2. Материал.
3. Последовательность изготовления
4. Оборудование, инструмент, приспособления.
5. Объекты контроля (форма, размеры, чистота обработки, качество).
6. Инструмент для контроля.
7. Норма времени на работу.
8. Варианты конструкции.
9. Степень самостоятельности при изготовлении изделия (составлена схем, чертеж, эскиз, разработаны отдельные узлы, детали и т. д.).
|
|
Замечания учителя:
|
|
После выбора объекта работы я предлагаю учащимся ознакомиться с чертежами каких-либо деталей или изделий (рисунок 1), имеющих сочетание цилиндрических, конических и фасонных поверхностей, правилами указания на них технических требований. Затем учащиеся, используя образцы изготавливаемого изделия, в своих рабочих тетрадях составляют его эскизы, определяют положение базовых поверхностей и с их учетом проставляют размеры.
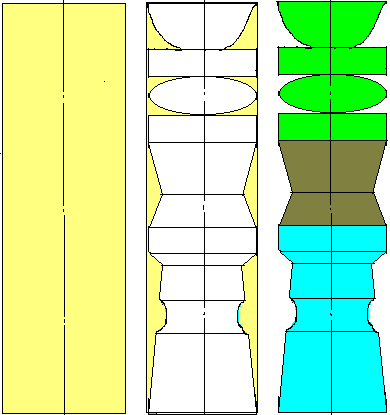
Рисунок 1.
Коллективно разрабатывается технологическая карта (приложение) изготовляемого изделия. Это способствует повышению творческой активности учащихся, развитию технического мышления, воспитывает привычку работать самостоятельно.
Инструктаж ТБ во время работы на токарном станке по дереву.
Приемы точения фасонных поверхностей на станках.
Перед началом работы следует проверить знание учащимися основных правил безопасности труда. Надо предупредить школьников о необходимости получить разрешение учителя на выполнение отдельных операций.
При подрезании торцов и уступов следует следить за тем, чтобы учащиеся устанавливали плоскую косую стамеску на подручнике на кромку острым углом вниз. Затем по разметочной риске острием инструмента делали надрез глубиной 2–3 мм перпендикулярно к оси заготовки. После этого, несколько отступив, подрезали древесину с наклоном в сторону первоначального прохода. Подрезанная таким образом древесина отделяется с образованием паза треугольного профиля. Повторяя эту операцию несколько раз, увеличивают паз до необходимого размера. При выполнении этой операции важно избежать врезания режущей кромки стамески в уже обработанную торцевую поверхность изделия – это снимает качество.
Обращая внимание учащихся на большой расход древесины при выполнении этой операции плоской стамеской, можно отметить, что на производстве пользуются специальным инструментом, сокращающим потери древесины.
При точении конических поверхностей важно обратить внимание учащихся на сложность обработки при расположении подручника параллельно оси центров. Тогда стамеску необходимо перемещать под постоянным углом относительно подручника, что очень трудно выполнить без достаточных навыков, особенно в первоначальный период образования конуса, когда глубина резания по всей длине его образующей изменяется в сторону увеличения.
Учащиеся получают самостоятельное, практическое задание; подготавливают заранее заготовленную заготовку к установке и закреплению на токарном станке. Несмотря на то, что с подобными операциями учащиеся уже знакомы, желательно вновь продемонстрировать их выполнение, объяснить особенности правила безопасности труда и лишь после этого разрешить приступать к работе.
Самостоятельная, практическая работа.
Учащиеся знакомы с назначением и устройством штангенциркуля; несмотря на это, нельзя с полной уверенностью считать, что все школьники в достаточной мере могут свободно пользоваться штангенциркулем. Кроме этого, успешное освоение техники измерения штангенциркулем достигается частым, а не эпизодическим его использованием.
В процессе практической работы надо следить за правильностью выполнения приемов обработки, соблюдением правил безопасности труда, при необходимости оказывать помощь отстающим, предупреждать возможные типичные ошибки. Занятие заканчивается анализом практической работы и подведением его итогов.
страница 1 | страница 2 страница 3 страница 4 | страница 5
|